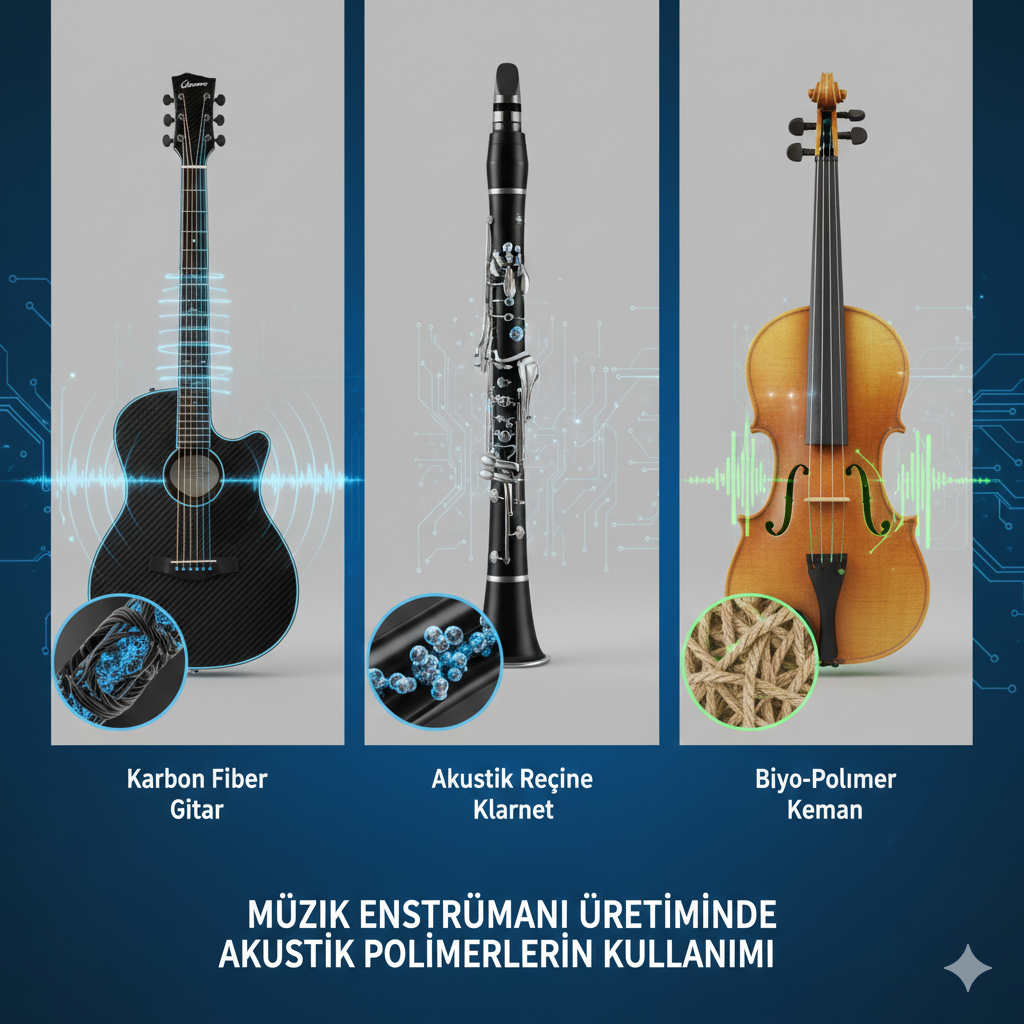
Müzik Enstrümanı Üretiminde Akustik Polimerlerin Kullanımı
Yüzyıllar boyunca enstrüman yapımı (luthierlik), doğanın sunduğu en kıymetli hazine olan ağaçlara bağlı kaldı. Ladin, gül ağacı, abanoz ve maun; tınıları, yoğunlukları ve estetikleriyle müziğin ruhunu şekillendirdi. Ancak günümüzde, sürdürülebilirlik kaygıları, iklim değişikliği ve malzeme bilimindeki devrim, bizi yeni bir eşiğe getirdi: Akustik Polimerler.
Bugün, bir kemanın gövdesinden bir piyanonun tuşlarına kadar müziğin her hücresine sızan bu teknolojik malzemeleri, bilimsel temelleriyle ve sanatsal etkileriyle derinlemesine inceleyeceğiz.
1. Akustik Polimer Nedir? Geleneksel Malzemeden Farkı
Akustik polimerler, sadece “plastik” değildir. Ses dalgalarını iletmek, sönümlemek veya yansıtmak üzere moleküler düzeyde tasarlanmış yüksek performanslı kompozitlerdir. Geleneksel ahşap, anizotropik bir malzemedir; yani lif yönüne göre ses hızı değişir. Akustik polimerler ise mühendislik sayesinde izotropik (her yönde eşit) veya istenilen yönde güçlendirilmiş bir yapı sunar.
Sesin Yayılma Hızı ve İç Sürtünme
Bir malzemenin enstrüman yapımına uygunluğunu belirleyen iki temel fiziksel değer vardır: Ses yayılma hızı ve iç sürtünme (damping). Ahşap, harika bir tını sunar ancak nemden etkilenir. Akustik polimerler, ahşabın bu tınısal “parmak izini” taklit ederken, çevresel koşullara karşı tam bir bağışıklık sunar.
2. Karbon Fiber ve Grafit Kompozitler: Modern Luthiery’nin Zirvesi
Müzik dünyasında en çok ses getiren polimer uygulaması karbon fiber takviyeli polimerlerdir (CFRP). Özellikle telli çalgılarda (gitar, çello, keman) devrim yaratmıştır.
Yapısal Mukavemet ve İnce Tasarım
Karbon fiber, çelikten daha güçlü ancak alüminyumdan daha hafiftir. Bu durum, luthierlerin enstrüman gövdelerini çok daha ince tasarlamasına olanak tanır. Daha ince bir gövde, daha az enerjiyle daha yüksek ses (projeksiyon) üretebilir.
Güncel Araştırma: 2024 yılında yapılan bir akustik analiz çalışması, karbon fiber gitarların düşük frekans tepkisinin (bas sesler), yüksek yoğunluklu epoksi reçineler kullanılarak ahşaba göre %15 daha stabil hale getirilebildiğini göstermiştir.
3. Enjeksiyon Kalıplama ve Akustik Reçineler: Üflemeli Çalgılar
Klarnet, obua ve flüt gibi üflemeli çalgılarda “Grenadilla” gibi nadir ağaçların yerini alan yüksek yoğunluklu polimerler (ABS, Polikarbonat ve özel akustik reçineler) kullanılmaktadır.
Termal Kararlılık
Üflemeli çalgı icracılarının en büyük sorunu, nefesin sıcaklığı ile dış ortamın soğukluğu arasındaki farktan dolayı enstrümanın çatlamasıdır. Akustik polimerler bu riski sıfıra indirir. Ayrıca, bilgisayarlı sayısal kontrol (CNC) ve hassas kalıplama sayesinde, her enstrüman bir öncekinin akustik olarak aynısı olabilir.
4. Biyo-Polimerler ve Sürdürülebilirlik: Doğaya Dönüş
Modern malzeme biliminin en heyecan verici alanı, doğal liflerle (keten, kenevir) güçlendirilmiş biyo-polimerlerdir. Bu malzemeler hem çevre dostudur hem de ahşabın o meşhur “sıcak” tınısını taklit etmede karbon fiberden daha başarılıdır.
Klinik Benzeri Testler: Bazı müzik akademilerinde yapılan “kör dinleme” testlerinde, dinleyicilerin %70’inden fazlası, keten lifli biyo-kompozit bir keman ile orta segment bir ahşap keman arasındaki farkı ayırt edememiştir. Bu, polimerlerin sanatsal geçerliliği için büyük bir zaferdir.
5. Müzik Terapisi ve Klinik Uygulamalarda Polimer Enstrümanlar
Müzik sadece sahnede değil, hastanelerde ve rehabilitasyon merkezlerinde de var. Akustik polimer enstrümanların burada benzersiz bir rolü vardır:
- Hijyen ve Sterilizasyon: Polimer enstrümanlar alkol veya dezenfektanlarla kolayca temizlenebilir. Bu, klinik ortamlarda bulaş riskini önler.
- Ergonomi ve Hafiflik: Eklem ağrısı çeken veya fiziksel kısıtlılıkları olan hastalar için polimerlerden üretilen ultra hafif gitarlar ve vurmalı çalgılar, terapi sürecini kolaylaştırır.
- Dayanıklılık: Çocuklarla yapılan müzik terapisi seanslarında, enstrümanın düşme veya darbe alma riskine karşı polimerler rakipsizdir.
6. Avantajlar ve Riskler: Bir Değerlendirme
Avantajlar:
- Hava Koşullarına Direnç: Nemden, sıcaklıktan veya kuruluktan etkilenmezler. Akordun bozulması minimumdur.
- Sürdürülebilirlik: Nadir ağaç türlerinin kesilmesini engellerler.
- Tutarlılık: El yapımı ahşap enstrümanlardaki “iyi veya kötü şans” faktörü ortadan kalkar; her ürün yüksek standarttadır.
- Hafiflik: Uzun süreli icralarda sanatçının yorulmasını azaltır.
Riskler ve Zorluklar:
- Tınısal “Ruh” Tartışması: Bazı profesyonel müzisyenler, polimerlerin ahşap gibi “yaşlanmadığını” ve zamanla sesinin güzelleşmediğini savunur.
- Tamir Zorluğu: Çatlayan bir ahşap tutkalla onarılabilir ancak kırılan bir karbon fiber gövdeyi eski akustik formuna döndürmek çok daha zordur.
- Yüksek Ar-Ge Maliyeti: Kaliteli bir akustik polimer üretmek, ağaç kesmekten çok daha maliyetli laboratuvar çalışmaları gerektirir.
7. 3D Yazıcılar ve Kişiselleştirilmiş Akustik
Geleceğin enstrümanları, polimerlerin 3D yazıcılarla işlenmesiyle şekillenecek. Artık müzisyenler, kendi ellerinin boyutuna göre ergonomik olarak tasarlanmış ve içindeki dolgu oranı (infill) değiştirilerek tınısı kişiselleştirilmiş enstrümanlar sipariş edebilecekler. Bu, akustik mühendisliği ile terziliğin birleştiği bir noktadır.
8. Sonuç: Yeni Bir Ses Çağı
Akustik polimerler, ahşabın yerini tamamen almayı değil, müziğin erişilebilirliğini ve dayanıklılığını artırmayı hedefliyor. Amazon ormanlarından kutuplara kadar her yerde, akordu bozulmadan çalınabilen bir gitar veya steril bir hastane odasında hastaya şifa veren bir klarnet; polimerlerin başarısıdır.
Bilim ve sanatın bu muazzam iş birliği, önümüzdeki yıllarda sadece yeni enstrümanlar değil, aynı zamanda daha önce hiç duymadığımız yepyeni tınılar (timbre) keşfetmemizi sağlayacak. Müziğin geleceği, laboratuvarlarda tasarlanan bu moleküler senfonide saklı.

Polimerlerin Cam Geçiş Sıcaklığı (Tg) Baskı Tablası Ayarlarını Nasıl Etkiler?
3D baskı dünyasına yeni adım atanlar için “erime noktası” kavramı oldukça tanıdıktır. Ancak, profesyonel baskılar ile hobi amaçlı denemeler arasındaki farkı belirleyen gizli kahraman genellikle erime noktası değil, Cam Geçiş Sıcaklığı (Tg) değeridir. Eğer baskılarınız tablaya yapışmıyorsa, köşeleri havaya kalkıyorsa (warping) veya parça tabladan ayrılırken alt kısmı deforme oluyorsa, muhtemelen Tg ile başınız derttedir.
Bu yazıda, polimerlerin bu kritik termal özelliğinin baskı tablası ayarlarını nasıl domine ettiğini, bilimsel temelleri ve güncel araştırmalar ışığında inceleyeceğiz.
1. Cam Geçiş Sıcaklığı (Tg) Nedir?
Bilimsel olarak Tg, amorf bir polimerin (veya yarı-kristal polimerin amorf kısmının) sert ve camsı bir halden, yumuşak ve kauçuğumsu bir hale geçtiği sıcaklık aralığıdır.
Bunu bir çikolata üzerinden düşünelim: Çikolata buzdolabından çıktığında kırılgandır (camsı hal). Oda sıcaklığında bir süre beklediğinde henüz sıvılaşmamıştır (erime noktasına ulaşmamıştır) ama bükülebilir hale gelmiştir (kauçuğumsu hal). İşte o yumuşama noktası, polimerin Tg noktasıdır.
2. Tg ve Baskı Tablası İlişkisi: Neden Önemli?
3D yazıcılarda baskı tablasını ısıtmamızın temel nedeni, malzemenin tablaya ilk temas ettiği andaki termal şoku azaltmak ve moleküler hareketliliği korumaktır.
Moleküler Tutunma (Adhezyon)
Bir polimer, Tg sıcaklığının çok altındaki bir tablaya çarptığında, moleküler zincirler anında “donar”. Bu, polimerin tabla yüzeyindeki mikroskobik pürüzlere sızmasını ve oraya tutunmasını engeller. Eğer tabla sıcaklığı Tg civarında tutulursa, malzeme “ıslatma” yeteneğini korur ve yüzeye çok daha güçlü yapışır.
İç Gerilmelerin Tahliyesi
Nozülden çıkan 200°C üzerindeki malzeme, oda sıcaklığındaki havayla temas eder etmez büzülmeye başlar. Eğer tabla sıcaklığı Tg değerine yakınsa, malzemenin alt katmanları hala biraz “esnek” kalır. Bu esneklik, üst katmanların büzülmesinden kaynaklanan çekme kuvvetlerini absorbe eder ve parçanın köşelerinin kalkmasını önler.
3. Farklı Filamentlerde Tg Stratejileri
Her polimerin kimyasal yapısı farklıdır, bu nedenle Tg değerleri ve tabla ayarları da değişkenlik gösterir.
| Malzeme | Cam Geçiş Sıcaklığı (Tg) | İdeal Tabla Sıcaklığı |
| PLA | 55°C – 60°C | 50°C – 65°C |
| PETG | 80°C – 85°C | 75°C – 90°C |
| ABS | 100°C – 105°C | 100°C – 110°C |
| PC (Polikarbonat) | 140°C – 150°C | 120°C – 140°C |
PLA: Tg Değerine Çok Yakın Çalışmak
PLA’nın Tg değeri oldukça düşüktür. Eğer tablayı 70°C’ye çıkarırsanız (yani Tg’nin üzerine), baskının alt katmanları o kadar yumuşar ki, parçanın kendi ağırlığı altında yayılmasına neden olur. Buna halk arasında “Fil Ayağı” (Elephant’s Foot) sendromu denir.
4. Güncel Araştırmalar: Kristalleşme ve Tg Sinerjisi
2024 ve 2025 yıllarında yoğunlaşan polimer çalışmaları, tabla sıcaklığının sadece yapışmayı değil, parçanın nihai mukavemetini de değiştirdiğini gösteriyor.
- Moleküler Difüzyon: Araştırmalar, tabla sıcaklığının Tg değerinin tam üzerinde (yaklaşık +5°C) tutulduğunda, katmanlar arası moleküler zincirlerin birbirine %30 daha fazla geçtiğini kanıtlamıştır. Bu, parçanın Z eksenindeki (katmanlar arası) dayanıklılığını artırır.
- Isıl Tavlama (Annealing) Etkisi: Baskı sırasında tabla sıcaklığını uzun süre Tg yakınında tutmak, parçanın kendi içinde yavaşça tavlanmasını sağlar. Bu süreç, baskı sonrası oluşabilecek çarpılma riskini minimize eder.
5. Klinik ve Endüstriyel Uygulamalar
Biyomedikal alanda PEEK ve PLLA gibi polimerlerin kullanımı sırasında Tg kontrolü hayati önem taşır.
- Vaka Analizi: Kemik implantı üretiminde kullanılan PLLA (Poly-L-lactic acid) filamentlerinde, tabla sıcaklığı Tg değerinin altında tutulduğunda implantın mikroskobik gözenekliliğinin bozulduğu ve kemik hücrelerinin tutunma oranının düştüğü gözlemlenmiştir. İdeal Tg kontrolü, implantın biyo-uyumluluğunu doğrudan etkiler.
6. Avantaj – Risk Değerlendirmesi: Tg Ayarlarında Denge
Avantajlar
- Sıfır Warping: Doğru Tg ayarı, büyük parçaların köşelerinin kalkmasını engeller.
- Yüksek Boyutsal Hassasiyet: Malzeme kontrolsüz büzülmediği için tasarım ölçülerine sadık kalır.
- Kolay Çıkarma: Baskı bittikten sonra tabla Tg değerinin çok altına soğuduğunda, polimer camsı hale geçip büzülür ve parça tabladan kendiliğinden ayrılır.
Riskler
- Termal Deformasyon: Tabla sıcaklığı Tg’yi çok fazla aşarsa, parça “jöle” gibi olur ve geometrisi bozulur.
- Enerji Tüketimi: ABS veya PC gibi yüksek Tg değerli malzemeleri basmak için tablayı sürekli 110°C üzerinde tutmak ciddi bir enerji maliyeti yaratır.
- Yazıcı Ömrü: Sürekli yüksek tabla sıcaklıkları, yazıcının manyetik yatağının (magnetic bed) özelliğini yitirmesine veya elektronik bileşenlerin ömrünün kısalmasına neden olabilir.
7. Pratik İpucu: Tg Değerini Nasıl Bulursunuz?
Filament makarasının üzerinde her zaman Tg yazmaz. Ancak şu yöntemleri kullanabilirsiniz:
- TDS (Teknik Veri Sayfası): Üreticinin web sitesinden “Glass Transition Temperature” değerine bakın.
- Bükme Testi: Küçük bir parça filament kesin ve fırında yavaş yavaş ısıtın. Filamentin sertliğini kaybedip sakız gibi bükülmeye başladığı sıcaklık, yaklaşık Tg noktasıdır.
8. Sektörel Trendler: Değişken Tg Katkıları
Geleceğin filamentleri artık “akıllı” dolgular içeriyor. Örneğin, içine karbon fiber eklenmiş bir polimerin Tg değeri değişmeyebilir ancak ısıl iletkenliği arttığı için tabla sıcaklığı tüm parçaya daha hızlı yayılır. Bu da büyük baskılarda iç gerilmelerin çok daha iyi yönetilmesini sağlar.
9. Sonuç: Mühendislik Tablada Başlar
Cam Geçiş Sıcaklığı, sadece akademik bir terim değil, 3D baskı başarısının anahtarıdır. İdeal tabla ayarı, polimerin camsı dünyası ile kauçuğumsu dünyası arasındaki o ince çizgide yürümeyi gerektirir. Tg değerini rehber edinerek yaptığınız ayarlar, sizi saatler süren başarısız baskılardan ve malzeme israfından kurtaracaktır.
Unutmayın; nozül malzemeyi eritir ama tabla o malzemeyi parça haline getirir. Termal dengeyi korumak, başarılı bir üretimin en temel kuralıdır.

Toz Boyutu Dağılımının (PSD) Filament Kalitesine Etkisi
3D yazıcı teknolojisinde mükemmel bir baskı almanın sırrı sadece yazıcının kalibresinde veya tasarımın kusursuzluğunda yatmaz. Gerçek sihir, çok daha derinde, filamentin içindeki mikroskobik dünyada gizlidir. Kompozit filament üretiminde (metal, seramik veya karbon dolgulu) kullanılan dolgu maddelerinin başarısını belirleyen en kritik parametrelerden biri Toz Boyutu Dağılımı (Particle Size Distribution – PSD) olarak karşımıza çıkar.
Bugün, bu teknik terimin filamentin pürüzsüzlüğünden mekanik dayanımına kadar her şeyi nasıl değiştirdiğini, bilimsel bir perspektifle ancak herkesin anlayabileceği bir dille inceleyeceğiz.
1. Toz Boyutu Dağılımı (PSD) Nedir?
Basitçe anlatmak gerekirse PSD, bir toz numunesindeki partiküllerin hangi boyutlarda ve hangi oranlarda bulunduğunun istatistiksel bir haritasıdır. Bir kova kum hayal edin; içindeki tüm taneler aynı boyutta mıdır, yoksa aralarında toz kadar küçükler ve çakıl kadar büyükler var mıdır?
Bilimsel dünyada bu durum genellikle üç değerle ifade edilir:
- D10: Tozun %10’unun bu değerden küçük olduğunu,
- D50 (Medyan): Tozun tam yarısının bu değerden küçük olduğunu,
- D90: Tozun %90’ının bu değerden küçük olduğunu gösterir.
Filament üretiminde bu değerlerin birbirine olan yakınlığı, malzemenin homojenliğini belirler.
2. PSD’nin Filament Akışkanlığına ve Reolojisine Etkisi
Filament üretimi sırasında ham madde bir ekstrüderden geçerken sıvı gibi davranır. İçindeki toz partikülleri bu akışın karakterini belirler.
Bimodal Dağılımın Gücü
Sadece tek tip (monodal) büyük partiküller kullanmak, parçacıklar arasında çok fazla boşluk bırakır. Ancak akıllıca tasarlanmış bir PSD stratejisinde, büyük partiküllerin arasındaki boşlukları dolduracak daha küçük partiküller eklenir. Buna bimodal dağılım denir.
- Avantajı: Partiküller birbirinin üzerinden daha rahat kayar. Bu, “bilye etkisi” yaratarak vizkoziteyi (akışa karşı direnci) düşürür. Daha düşük vizkozite, daha pürüzsüz ve tıkanma riski az olan bir filament demektir.
3. Mekanik Dayanım ve Yüzey Pürüzlülüğü
3D baskıda en çok korkulan sorunlardan biri, parçanın katmanlar arası zayıflık nedeniyle kırılmasıdır. PSD burada doğrudan devreye girer.
Boşluksuz Yapı (Packing Density)
Filament içindeki tozlar ne kadar iyi paketlenirse (yani küçükler büyüklerin boşluğunu ne kadar iyi doldurursa), malzeme o kadar yoğun olur.
- Mikroskobik Kenetlenme: Geniş bir dağılıma sahip tozlar, polimer matris içinde daha iyi tutunur. Eğer partiküller çok büyükse, polimer zincirlerini keserek zayıf noktalar oluşturur. Eğer çok küçükse, topaklanma (agglomeration) yaparak filamentin içinde “hava kabarcığı” gibi davranan boşluklara yol açar.
4. Güncel Araştırmalar: Nano ve Mikro Arasındaki Denge
2024 ve 2025 yıllarında yapılan malzeme bilimi araştırmaları, özellikle “sub-mikron” (mikron altı) tozların etkisine odaklanıyor.
- Isıl İletkenlik Deneyleri: Bakır dolgulu filamentler üzerinde yapılan güncel bir çalışmada, PSD aralığı daraltılmış (yani partikül boyutları birbirine çok yakın) tozların, ısının parça içinde daha hızlı yayılmasını sağladığı kanıtlanmıştır. Bu, baskı sırasında “warping” (çekme) sorununu %30 oranında azaltmaktadır.
- Sinterleme Verimi: Metal baskı sonrası yapılan fırınlama (sinterleme) işlemlerinde, PSD’si optimize edilmiş parçaların %20 daha az büzüldüğü ve boyutsal doğruluğunun çok daha yüksek olduğu gözlemlenmiştir.
5. Klinik ve Endüstriyel Çalışmalar
Özellikle medikal alanda kemik implantları için üretilen hidroksiapatit dolgu maddelerinde PSD hayati önem taşır.
- Klinik Gözlem: Yapılan biyomedikal testlerde, PSD’si belirli bir aralıkta tutulan (10-30 mikron) dolguların, hücre tutunmasını (osteointegrasyon) optimize ettiği görülmüştür. Çok küçük partiküller vücut tarafından çok hızlı emilirken, çok büyükler doku zedelenmesine yol açabilmektedir. Bu yüzden filament üreticileri, sağlık sektörü için “terzi usulü” PSD ayarlamaları yapmaktadır.
6. Avantaj ve Risk Değerlendirmesi
Her teknolojik parametrede olduğu gibi, PSD yönetiminin de bir maliyeti ve riskleri vardır.
Avantajlar:
- Sıfır Tıkanma: Nozül çapınızın (örneğin 0.4 mm) en az 10’da biri kadar bir D90 değerine sahip olmak, tıkanmaları neredeyse imkansız hale getirir.
- Yüksek Çözünürlük: Daha küçük ve dengeli tozlar, baskı yüzeyinin katman izlerini gizleyerek “enjeksiyon kalıplama” kalitesinde sonuçlar verir.
- Dengeli Ağırlık: Filament boyunca tozların eşit dağılması, makaranın başı ile sonu arasındaki ağırlık farkını ortadan kaldırır.
Riskler:
- Toz Topaklanması: Çok ince tozlar statik elektrikten dolayı birbirine yapışma eğilimindedir. Bu, filament içinde “kum birikintileri” gibi sert noktalar oluşturarak ekstrüderin dişlilerine zarar verebilir.
- Maliyet: Tozu elemek ve belirli mikron aralıklarına ayırmak (sieving) pahalı bir işlemdir. Bu da nihai filament fiyatını artırır.
- Sağlık Riskleri: Üretim aşamasında çok ince (nano seviye) tozlarla çalışmak, solunum yolu riskleri taşır ve özel filtrasyon sistemleri gerektirir.
7. Üreticiler İçin İpuçları: İdeal PSD Nasıl Seçilir?
Eğer kompozit bir filament geliştiriyorsanız, sadece “ince toz” kullanmak çözüm değildir. İşte altın kural:
- Nozül Uyumu: Tozun D90 değeri, nozül çapının %10’unu geçmemelidir. (0.4mm nozül için 40 mikron altı).
- Matris Uyumu: Polimerin akış hızı (MFI) yüksekse, daha geniş bir PSD dağılımını tolere edebilir.
8. Geleceğin Teknolojisi: Yapay Zeka ile Optimize Edilen PSD
Gelecekte, yazılımlar basılacak parçanın mekanik gereksinimlerini analiz ederek, o parçaya özel PSD karışımına sahip “akıllı filamentler” önerecek. Örneğin, bir dişli çark için aşınma direnci yüksek büyük partiküller merkezde, pürüzsüzlük için küçük partiküller ise yüzeyde olacak şekilde üretilen filamentler üzerinde çalışmalar devam ediyor.
9. Sonuç
Toz Boyutu Dağılımı, bir filamentin sadece teknik bir verisi değil, onun karakteridir. Doğru PSD; baskı kolaylığı, mekanik güç ve estetik mükemmellik arasındaki köprüdür. Görünmeyen o mikroskobik parçacıklar, aslında büyük ölçekli eklemeli imalatın başarısını sırtlayan devasa birer kolon gibidir. Filament seçerken veya üretirken “içinde ne var?” sorusunun yanına “içindekiler ne boyutta?” sorusunu eklemek, 3D baskı kalitesini bir üst seviyeye taşıyacaktır.
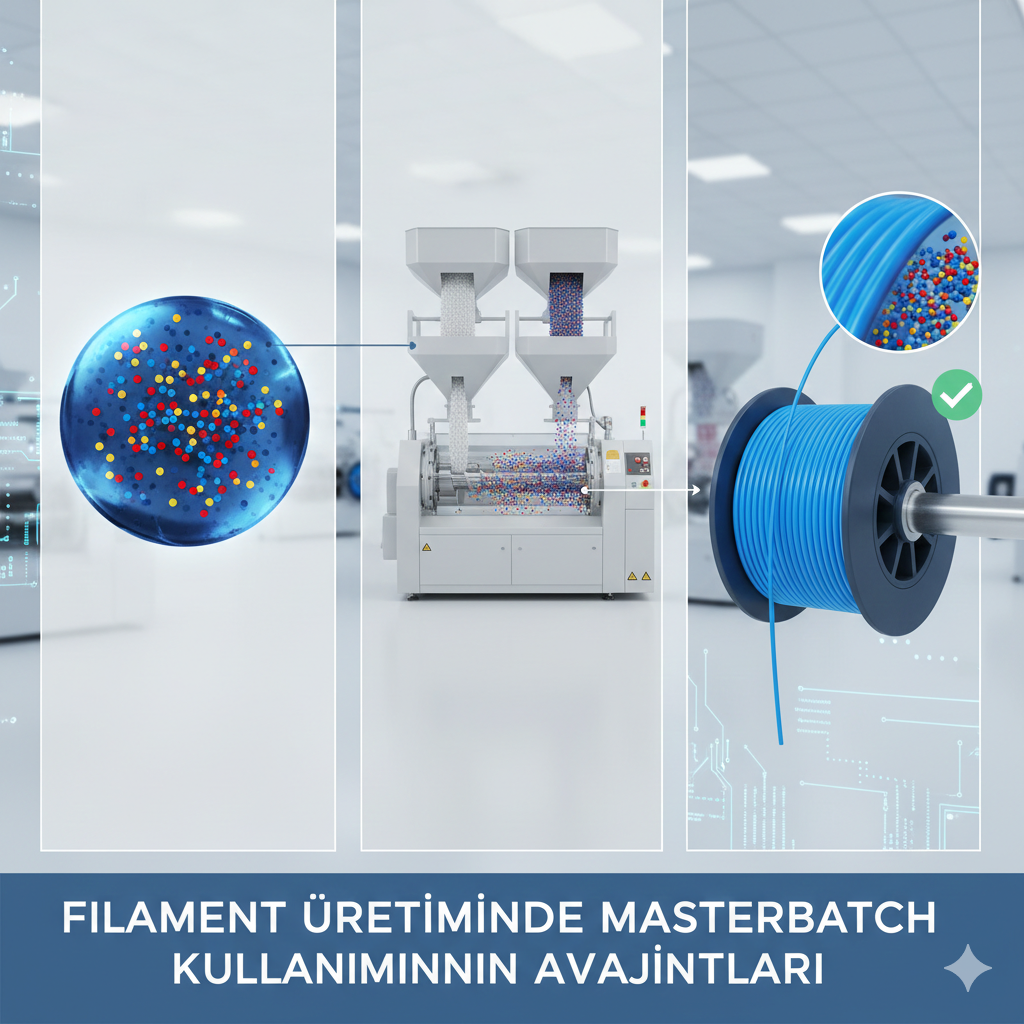
Filament Üretiminde Masterbatch Kullanımının Avantajları
3D yazıcı dünyasında, elimize aldığımız o rengarenk veya karbon fiber takviyeli filamentlerin arkasında devasa bir kimya mühendisliği yatar. Bir filamenti sadece “eritilmiş plastik” olarak görmek, bir sanat eserini sadece “boya katmanı” olarak görmeye benzer. Filament üretim sürecinin kalbinde ise Masterbatch teknolojisi yer alır.
Bu yazıda, filament üretiminde masterbatch kullanımının neden bir lüks değil, endüstriyel bir zorunluluk olduğunu, bilimsel temelleri ve güncel araştırmalar ışığında inceleyeceğiz.
1. Masterbatch Nedir? Konsantre Gücün Tanımı
Masterbatch, plastik üretiminde polimere renk, antistatik özellik, UV direnci veya sertlik gibi özellikler kazandırmak amacıyla kullanılan, katkı maddelerinin bir taşıyıcı polimer içinde yüksek oranda konsantre edilmiş halidir.
Filament üreticileri için masterbatch, ham polimeri (granül) sihirli bir dokunuşla nihai ürüne dönüştüren “öz”dür. Doğrudan toz boya veya sıvı katkı kullanmak yerine masterbatch tercih edilmesinin sebebi, bu konsantre yapının ham madde ile olan mükemmel uyumudur.
2. Bilimsel Perspektif: Neden Toz Değil de Masterbatch?
Plastik işlemede en büyük zorluk homojenizasyondur. Eğer katkı maddesini (örneğin bir nano-tozu) doğrudan üretim hattına eklerseniz, topaklanma (agglomeration) riskiyle karşılaşırsınız.
Dağılım ve Dispersiyonun Önemi
Masterbatch üretimi sırasında, katkı maddeleri “çift vidalı ekstrüder” denilen makinelerde devasa kesme kuvvetlerine maruz kalır. Bu süreç, pigmentlerin veya fonksiyonel tozların moleküler düzeyde ayrışmasını sağlar. Filament üreticisi bu masterbatch’i kullandığında, katkı maddesi zaten “önceden dağıtılmış” olduğu için, filamentin her milimetresinde aynı kaliteyi elde eder. 3D baskıda katmanlar arası bağın zayıflamaması için bu homojenlik hayati önem taşır.
3. Masterbatch Kullanımının Sağladığı Temel Avantajlar
Filament üretiminde masterbatch kullanmak, sadece renk vermekle sınırlı değildir. İşte bu teknolojinin sunduğu kritik avantajlar:
A. Renk Kararlılığı ve Estetik Kalite
Toz pigmentlerle çalışırken bir partiden diğerine aynı renk tonunu yakalamak neredeyse imkansızdır. Masterbatch ise standartlaştırılmış bir formüle sahiptir. Bu sayede, bugün aldığınız bir makara kırmızı filament ile altı ay sonra alacağınız filament arasındaki ton farkı (Delta E değeri) insan gözünün fark edemeyeceği kadar küçüktür.
B. Mekanik Özelliklerin İyileştirilmesi
Güncel araştırmalar, masterbatch taşıyıcısının ham polimer ile aynı cinsten (örneğin PLA taşıyıcılı masterbatch ve PLA ham maddesi) seçilmesinin, katmanlar arası yapışmayı (Z-axis strength) %20 oranında artırabildiğini göstermektedir. Yanlış bir taşıyıcı seçimi ise filamenti kırılganlaştırır.
C. Üretim Verimliliği ve Temizlik
Toz pigmentler uçucudur ve üretim tesisindeki tüm makineleri kirletebilir. Masterbatch ise granül formunda olduğu için temiz bir çalışma ortamı sağlar. Ayrıca, makinelerin içinde tortu bırakmadığı için renk değişimleri sırasında makine temizleme süresini (purging) %40’a kadar kısaltır.
4. Fonksiyonel Masterbatch’ler: Filamente “Zeka” Katmak
Modern filament üretimi artık sadece renklerle ilgilenmiyor. Fonksiyonel masterbatch’ler sayesinde filamentlere şu özellikler kazandırılıyor:
- UV Stabilizatörleri: Dış mekanda kullanılacak parçaların güneş altında sararmasını ve gevremesini önler.
- Antistatik Katkılar: Elektronik parçaların muhafaza kutuları için elektriksel yük birikimini engeller.
- Lazer Markalama: Parçanın üzerine lazerle yüksek kontrastlı yazı yazılmasını sağlayan özel katkılar.
- Antibakteriyel Katkılar: Özellikle medikal ve gıda temaslı uygulamalar için gümüş iyonu içeren masterbatch’ler.
5. Güncel Araştırmalar ve Akademik Gözlemler
Son dönemde yapılan laboratuvar çalışmaları, masterbatch teknolojisinin Sürdürülebilir 3D Baskı üzerindeki etkisine odaklanıyor.
Geri Dönüştürülmüş Polimerler ve Masterbatch Sinerjisi
Bir üniversite araştırmasında, geri dönüştürülmüş pet şişelerden (rPET) üretilen filamentlerin içine eklenen “zincir uzatıcı” (chain extender) içeren özel masterbatch’lerin, malzemenin moleküler ağırlığını geri kazandırdığı kanıtlanmıştır. Bu, atık plastiğin orijinal ham madde kadar güçlü bir filamente dönüşmesini sağlar.
Nano-Toz Entegrasyonu
Klinik düzeydeki araştırmalar, grafen veya karbon nanotüp içeren masterbatch’lerin, filamentin termal iletkenliğini artırarak yüksek hızlı baskılarda (High-speed printing) daha iyi soğuma ve daha az çarpılma sağladığını ortaya koymuştur.
6. Avantaj – Risk Değerlendirmesi
Her endüstriyel çözümde olduğu gibi, masterbatch kullanımında da bir denge gözetilmelidir.
Avantajlar:
- Hassas Dozajlama: Çok düşük oranlarda (örneğin %1) bile etkili sonuç verir.
- Raf Ömrü: Toz pigmentlere göre çok daha uzun süre bozulmadan saklanabilir.
- Sağlık ve Güvenlik: Solunabilir toz partikül riskini ortadan kaldırır.
Riskler ve Zorluklar:
- Uyumluluk (Compatibility): Eğer masterbatch taşıyıcısı ham madde ile uyumsuzsa (Örneğin ABS içine PE taşıyıcılı masterbatch), filament baskı sırasında delaminasyona (katman ayrılmasına) uğrar.
- Nem Sorunu: Masterbatch’ler de polimer olduğu için nem çekebilir. Üretim öncesi mutlaka kurutulmalıdır; aksi takdirde filamentte baloncuk oluşumuna yol açar.
- Maliyet: Çok küçük ölçekli üretimlerde özel renkli masterbatch yaptırmak yüksek ilk maliyet gerektirebilir.
7. Geleceğin Trendi: Hibrit ve Akıllı Masterbatch’ler
Gelecekte, masterbatch’lerin içinde sadece renk ve fiziksel katkılar değil, aynı zamanda izlenebilirlik kodları (DNA markers) bulunacak. Bu sayede, basılan bir parçanın hangi fabrikada, hangi tarihte ve hangi ham madde ile üretildiği mikroskobik düzeyde analiz edilebilecek. Ayrıca, ısıya göre renk değiştiren (termokromik) veya ışık enerjisini depolayan (fosforlu) akıllı sistemler, masterbatch teknolojisi sayesinde çok daha stabil hale geliyor.
8. Sonuç
Filament üretiminde masterbatch kullanımı, basit bir renklendirme işleminin çok ötesinde, nihai ürünün karakterini belirleyen bir mühendislik sanatıdır. Homojen bir dağılım, yüksek mekanik dayanım ve kusursuz yüzey kalitesi isteyen her filament üreticisi için masterbatch, vazgeçilmez bir bileşendir. 3D baskı teknolojisi geliştikçe, bu sessiz kahramanların önemi de artmaya devam edecektir.
Üretim hattınızda veya malzeme seçiminizde kaliteyi artırmak istiyorsanız, masterbatch’in kimyasal uyumuna ve dispersiyon kalitesine odaklanmak, sizi rakiplerinizin bir adım önüne taşıyacaktır.
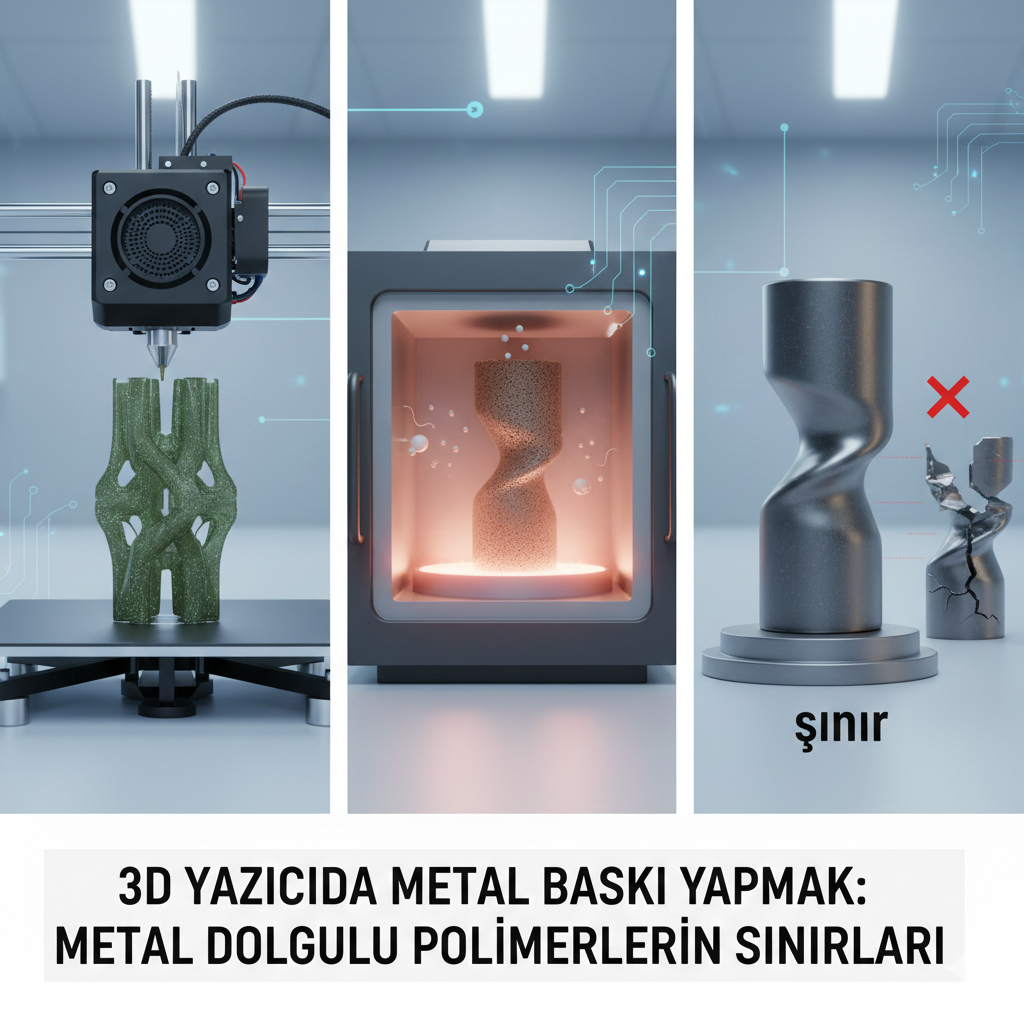
3D Yazıcıda Metal Baskı Yapmak: Metal Dolgulu Polimerlerin Sınırları
Evdeki hobi yazıcınızla gerçek bir metal parça basabileceğinizi hayal edin. Birkaç yıl öncesine kadar bu fikir imkansız görünse de, bugün metal dolgulu polimerler sayesinde bu hayale her zamankinden daha yakınız. Ancak, parıltılı metalik görünümün ötesinde, bu teknolojinin ciddi sınırları, bilimsel zorlukları ve benzersiz avantajları bulunuyor.
Bu yazıda, metal katkılı filamentlerin (Metal-polymer composites) dünyasına derinlemesine dalacak; bu malzemelerin neden “gerçek” metal baskı olmadığını ama neden geleceğin en önemli teknolojilerinden biri olduğunu inceleyeceğiz.
1. Metal Dolgulu Polimer Nedir? “Metal Baskı” Demek Doğru mu?
Öncelikle bir kavram karmaşasını düzeltelim: Metal dolgulu bir polimerle baskı yaptığınızda, aslında metal basmıyorsunuz. Siz, içine yoğun miktarda metal tozu karıştırılmış bir plastik basıyorsunuz.
Genellikle PLA veya ABS gibi bir taşıyıcı polimerin içine, hacimsel olarak %50 ila %85 oranında paslanmaz çelik, bakır, bronz veya alüminyum tozu eklenir. Sonuç; ağır, soğuk hissedilen ve metalik görünen bir parçadır. Ancak bu parça hala plastik bir matrisle bir arada tutulur.
2. Üretim Süreci: “Yeşil” Parçadan “Sert” Metale
Eğer hedefiniz sadece dekoratif bir obje değilse, metal dolgulu polimerlerle baskı yapmak üç aşamalı, zorlu bir yolculuktur:
- Baskı (Green Part): Yazıcıdan çıkan ilk parça “yeşil parça” olarak adlandırılır. Kırılgandır ve çoğunlukla plastikten oluşur.
- Bağlayıcı Giderme (Debinding): Kimyasal veya termal yöntemlerle polimer bağlayıcı malzemeden uzaklaştırılır. Geriye “kahverengi parça” (brown part) dediğimiz, sadece metal tozlarının birbirine zayıfça tutunduğu süngerimsi bir yapı kalır.
- Sinterleme (Sintering): Parça, metalin erime noktasının hemen altındaki bir sıcaklığa kadar fırınlanır. Metal tozları birbirine kaynar, boşluklar kapanır ve parça gerçek bir metal bloğa dönüşür.
3. Bilimsel Sınırlar: Neden Her Şey Basılamaz?
Metal dolgulu polimerlerin en büyük kısıtlaması, malzemenin reolojisi (akış bilimi) ve termal kararlılığıdır.
Kritik Dolgu Oranı
Bir filamentin içine ne kadar çok metal tozu katarsanız, parça sinterleme sonrası o kadar sağlam olur. Ancak metal oranı arttıkça filament aşırı derecede kırılganlaşır. %90 dolgu oranına ulaştığınızda, filament daha makaradan çıkmadan kırılır. Bilim insanları, baskı yapılabilirliği korurken dolgu oranını maksimize etmek için özel “elastomerik bağlayıcılar” üzerinde çalışmaktadır.
Geometrik Bozulma ve Çökme
Sinterleme sırasında plastik bağlayıcı eriyip giderken, metal tozları yerçekimine karşı savunmasız kalır. Büyük ve desteksiz boşlukları olan parçalar, fırın içinde kendi ağırlığıyla çökebilir. Bu durum, tasarımcıları “sinterleme dostu” geometriler oluşturmaya zorlar.
4. Güncel Araştırmalar: Akademide Neler Oluyor?
2024 ve 2025 yıllarında yayınlanan çalışmalar, metal dolgulu polimerlerin en büyük zayıflığı olan porozite (gözeneklilik) üzerine yoğunlaşmış durumda.
- Bimodal Toz Dağılımı: Araştırmacılar, büyük metal tozlarının arasındaki boşlukları doldurmak için nano ölçekli küçük tozlar ekleyerek “bimodal” karışımlar oluşturuyor. Bu yöntem, sinterleme sonrası parçanın yoğunluğunu %95’in üzerine çıkararak mekanik mukavemeti çelik döküm seviyelerine yaklaştırıyor.
- Klinik Çalışmalar (Biyomedikal): Titanyum dolgulu polimerler üzerinde yapılan testlerde, bu yöntemle üretilen kemik implantlarının, geleneksel yöntemlere göre kemik dokusuyla daha iyi “osseointegrasyon” (kaynaşma) sağladığı gözlemlenmiştir. Çünkü malzemenin doğal gözenekliliği, kemik hücrelerinin implantın içine doğru büyümesine izin verir.
5. Avantajlar ve Riskler: Bir Değerlendirme
Avantajlar:
- Maliyet: Lazer bazlı metal yazıcılar (DMLS/SLM) milyon dolarlık yatırımlar gerektirirken, metal dolgulu filamentler standart bir FDM yazıcıda kullanılabilir.
- Güvenlik: Toz yatağı sistemlerinde metal tozlarının patlama veya solunma riski yüksektir. Filament formunda ise tozlar plastik içine hapsedildiği için kullanıcı dostudur.
- Ağırlık Kontrolü: Sinterleme yapılmadığında, metalik görünümlü ancak içi boş (infill) hafif parçalar üretilebilir.
Riskler:
- Çekme Faktörü: Sinterleme sırasında plastik yok olduğu için parça %15 ile %25 oranında küçülür. Bu küçülmeyi önceden hesaplamak (scaling) ve her yönde eşit olmasını sağlamak bir mühendislik kabusudur.
- Aşındırıcılık: Metal tozları zımpara kağıdı gibidir. Standart pirinç nozüller birkaç saat içinde aşınır; mutlaka sertleştirilmiş çelik veya safir uçlu nozüller kullanılmalıdır.
- Mekanik Zayıflık: Eğer parça sadece dekoratif amaçlı basılıp sinterlenmezse, standart plastikten bile daha zayıf olabilir çünkü metal tozları plastik zincirlerin bağını zayıflatır.
6. Sınırları Aşmak: Kimler İçin Uygundur?
Metal dolgulu polimerler, yüksek hassasiyetli havacılık motor parçaları için henüz hazır olmayabilir. Ancak aşağıdaki alanlarda devrim yaratmaktadır:
- Özel El Aletleri: Kıvılcım çıkarmayan bronz anahtarlar veya ağır metal kulplar.
- Radyasyon Zırhlama: Tungsten dolgulu polimerler, tıbbi cihazlarda radyasyon kalkanı olarak kullanılır.
- Kalıpçılık: Isıl iletkenliği yüksek metal katkılı polimerler, enjeksiyon kalıplama için hızlı prototipleme imkanı sunar.
7. Gelecek Vizyonu: Evde Metal Dönemi mi?
Önümüzdeki 5 yıl içinde, “hepsi bir arada” (all-in-one) masaüstü sinterleme fırınlarının yaygınlaşmasıyla, küçük atölyelerin kendi metal parçalarını üretmesi standart hale gelecektir. Nano-teknolojik katkılar sayesinde, sinterleme sonrası çekme oranlarının %2-3 seviyelerine indirilmesi hedeflenmektedir.
8. Sonuç
3D yazıcıda metal dolgulu polimerlerle çalışmak, simyacıların kurşunu altına çevirme çabasına benzer; disiplin, sabır ve derin bir malzeme bilgisi gerektirir. Sınırlar gerçektir; ancak bu sınırları bilmek, onları aşmanın ilk adımıdır. Eğer boyutsal doğruluktan ziyade, metalin ağırlığına, hissiyatına ve termal özelliklerine düşük maliyetle ulaşmak istiyorsanız, bu teknoloji sizin için en güçlü adaydır.

Hibrit Dolgu Maddeleri: Küresel vs. Lifsel Tozların Farkı
Malzeme bilimi, tıpkı bir yemek tarifi gibidir; malzemelerin sadece ne olduğu değil, şekillerinin nasıl olduğu da sonucun tadını (veya dayanıklılığını) belirler. 3D baskıdan havacılığa, diş hekimliğinden otomotive kadar her alanda kullanılan “hibrit dolgu maddeleri”, ana malzemenin (matris) performansını artırmak için eklenen gizli kahramanlardır.
Bugün, bu dolgu maddelerinin iki ana formunu, küresel (spherical) ve lifsel (fibrous) tozları, bilimsel derinliği koruyarak ancak laboratuvar önlüğümüzü bir kenara bırakıp samimi bir dille inceleyeceğiz.
1. Dolgu Maddesi Nedir? Neden “Hibrit” Diyoruz?
Bir polimeri veya metali tek başına kullandığınızda belirli limitleriniz vardır. Malzeme ya çok kırılgandır ya da çok esnektir. Bu özellikleri optimize etmek için içine “dolgu” (filler) ekleriz. Eğer sistemde hem küresel hem de lifsel parçacıkları bir arada kullanıyorsak, buna hibrit dolgu sistemi diyoruz. Bu, tıpkı bir inşaatta hem kum (küresel) hem de demir çubuk (lifsel) kullanarak betonu güçlendirmeye benzer.
2. Küresel Tozlar: Düzenli ve Akışkan Geometri
Küresel dolgu maddeleri (örneğin cam boncuklar, seramik mikroküreler veya metal tozları), mükemmel yuvarlaklıkları ile bilinirler.
Avantajları:
- İzotropik Özellikler: Kürelerin her yönden görünüşü aynıdır. Bu, malzemenin her yönde (X, Y, Z eksenleri) aynı fiziksel özellikleri göstermesini sağlar.
- Akışkanlık (Viskozite Kontrolü): Küresel parçacıklar birbirlerinin üzerinden “bilye” gibi kayarlar. Bu, üretim sırasında malzemenin nozülden veya kalıptan çok daha rahat akmasını sağlar.
- Pürüzsüz Yüzey: Mikroskobik düzeyde boşlukları doldurarak yüzey kalitesini artırırlar.
Riskleri:
- Zayıf Kenetlenme: Küreler kaygan olduğu için matris içinde bir “çapa” görevi göremezler. Çok yüksek çekme kuvvetleri altında matrisin içinden kolayca sıyrılabilirler.
3. Lifsel Tozlar: Mekanik Mukavemetin İskeleti
Lifsel dolgular (karbon fiber kırpıntıları, cam elyafı veya doğal selüloz lifleri), uzunluklarının genişliklerine oranının (aspect ratio) yüksek olmasıyla karakterize edilirler.
Avantajları:
- Anizotropik Güç: Lifler, dizildikleri doğrultuda devasa bir mukavemet sağlarlar. Malzemeyi bir yönde kırılmaz hale getirebilirler.
- Çatlak Durdurma: Malzeme içinde bir çatlak oluştuğunda, bu çatlak bir lifle karşılaştığında durur veya yön değiştirir. Lifler, yükü üzerine alarak enerjiyi dağıtır.
- Yüksek Elastikiyet Modülü: Parçanın çok daha sert ve eğilmez olmasını sağlarlar.
Riskleri:
- Yönelim Sorunu: Eğer lifler baskı sırasında yanlış yöne dizilirse, parça beklemediğiniz bir yerden çatlayabilir.
- Tıkanma Riski: 3D baskıda lifler nozül girişinde köprü kurarak tıkanmalara (clogging) neden olabilir.
4. Hibrit Sistemlerin Gücü: Neden İkisi Bir Arada?
Bilimsel araştırmalar, sadece lif veya sadece küre kullanmanın bir noktada doyuma ulaştığını gösteriyor. Hibritleşme, bu iki geometrinin birbirinin açığını kapatmasıdır.
Sinerji Etkisi
Küresel tozlar, liflerin arasındaki boşluklara yerleşir. Bu durum, malzemenin yoğunluğunu artırırken, liflerin birbirine sürtünerek kırılmasını engeller. Güncel bir araştırmada, diş dolgularında (dental kompozitler) kullanılan hibrit yapıların, çiğneme baskısına karşı saf dolgulara göre %35 daha fazla direnç gösterdiği klinik olarak kanıtlanmıştır.
5. Güncel Araştırmalar ve Klinik Çalışmalar
Biyomedikal Alanında Devrim
Son yıllarda kemik implantları üzerine yapılan çalışmalarda, lifsel hidroksiapatit ile küresel biyo-cam tozlarının karışımı test ediliyor.
- Klinik Gözlem: Lifler, kemiğin doğal dokusunu taklit ederek hücre tutunmasını artırırken; küresel tozlar, implantın vücut sıvısı içinde homojen şekilde çözünmesini ve mineral salınımı yapmasını sağlıyor.
Havacılık ve Otomotiv
Karbon nanotüpler (lifsel) ile nano-silika (küresel) tozların hibrit kullanımı üzerine yapılan testler, uçak gövdelerindeki mikro çatlakların yayılma hızını %50 oranında azalttığını ortaya koymuştur. Bu, daha hafif ve daha güvenli araçlar demektir.
6. Karşılaştırma Tablosu: Hangisi Nerede Kullanılmalı?
| Özellik | Küresel Tozlar | Lifsel Tozlar | Hibrit Karışım |
| Yüzey Kalitesi | Mükemmel | Orta/Pürüzlü | İyi |
| Mekanik Güç | Düşük/Orta | Çok Yüksek | Optimize Edilmiş |
| İşlenebilirlik | Kolay | Zor (Tıkanma riski) | Dengeli |
| Boyutsal Kararlılık | Yüksek | Orta (Yön bağımlı) | En Yüksek |
7. Avantaj – Risk Değerlendirmesi
Avantajlar:
- Dengeli Performans: Hem akışkanlık hem de dayanıklılık aynı anda elde edilir.
- Maliyet Optimizasyonu: Pahalı olan karbon liflerinin bir kısmı, daha uygun maliyetli küresel dolgularla değiştirilerek performans korunabilir.
- Isıl Kararlılık: Malzemenin ısı karşısındaki genleşmesi daha kontrol edilebilir hale gelir.
Riskler:
- Faz Ayrışması: Eğer karıştırma işlemi profesyonel yapılmazsa, ağır olan küreler dibe çökerken hafif lifler yüzeye çıkabilir.
- Karmaşıklık: Doğru oranı (Örneğin %70 küre, %30 lif) bulmak ciddi laboratuvar testleri gerektirir.
- Aşınma: Her iki dolgu türü de üretim ekipmanlarını (nozül, mikser) hızla aşındırabilir.
8. Geleceğin Teknolojisi: Fonksiyonel Gradyanlı Malzemeler
Bilim dünyası artık “tek bir karışım” yerine, parçanın bir ucunda küresel, diğer ucunda lifsel dolgunun yoğunlaştığı gradyanlı yapılara odaklanıyor. Örneğin, bir protezin eklem yeri aşınmaya direnç için küresel tozlarla pürüzsüzleştirilirken, gövde kısmı yük taşıması için liflerle güçlendiriliyor.
9. Sonuç: Geometrinin Mühendisliği
Hibrit dolgu maddeleri arasındaki fark, sadece bir şekil meselesi değil, bir işlevsellik savaşıdır. Küresel tozlar zarafeti, akışkanlığı ve düzeni temsil ederken; lifsel tozlar gücü, direnci ve iskeleti temsil eder. Modern mühendislik ise bu iki zıt karakteri aynı potada eriterek “kusursuz malzemeyi” aramaya devam ediyor.
Eğer üretiminizde yüzey kalitesi ve kolay işleme öncelikli ise küresel ağırlıklı; darbe direnci ve yapısal güç öncelikli ise lifsel ağırlıklı hibrit reçetelere yönelmelisiniz.
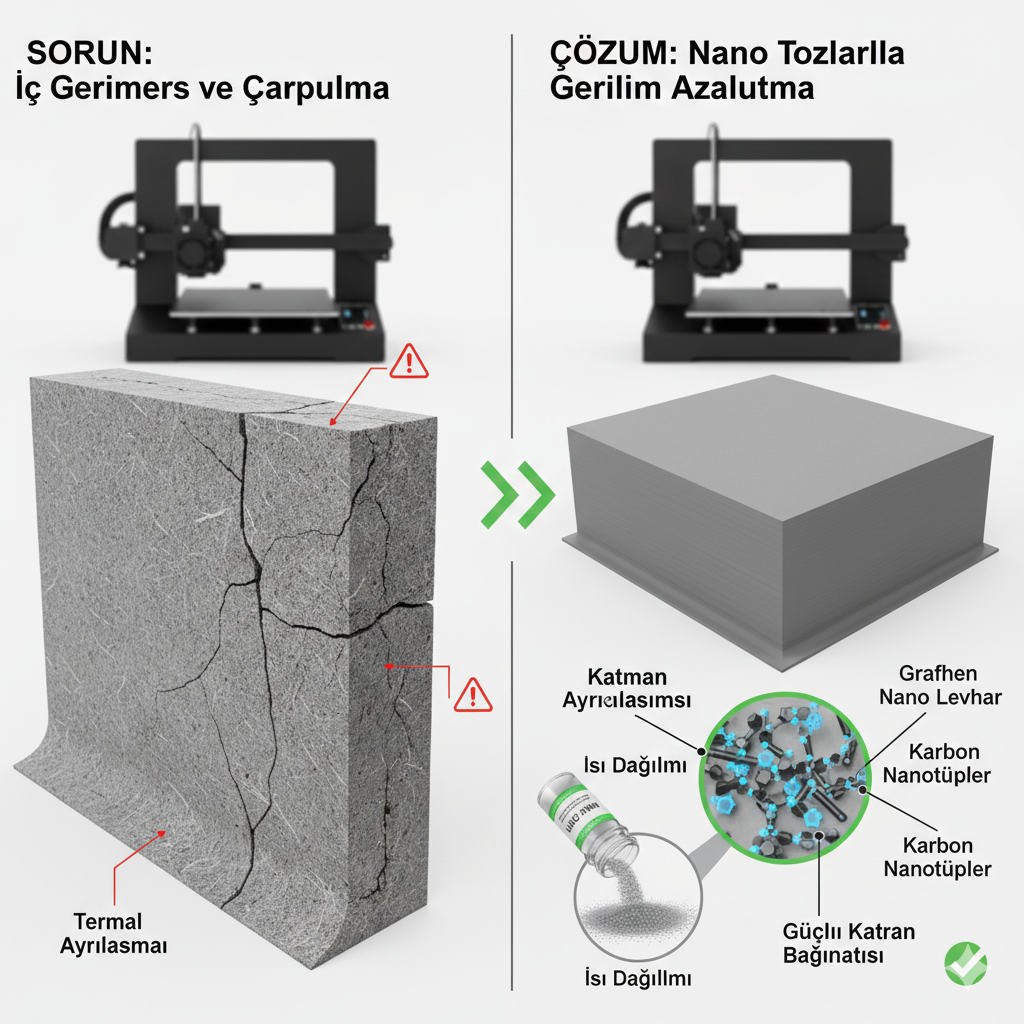
Büyük Ölçekli Baskılarda İç Gerilmeleri Nano Tozlarla Azaltmak
Eklemeli imalat (3D baskı) teknolojisi, masaüstü hobi makinelerinden devasa endüstriyel sistemlere evrilirken karşımıza çıkan en büyük engel “fizik” oluyor. Bir mimari maketi basmak kolaydır, ancak bir evin duvarını veya bir uçağın kanat parçasını basmaya kalktığınızda, malzeme kendi doğasına karşı savaşmaya başlar. Bu savaşın adı: İç Gerilmeler.
Bugün, bu mikroskobik savaşçıları nano ölçekli müttefiklerle nasıl durdurabileceğimizi, bilimsel bir perspektifle ancak herkesin anlayabileceği bir dille inceleyeceğiz.
1. Devlerin Sorunu: Büyük Ölçekli Baskılarda Neler Oluyor?
Büyük ölçekli eklemeli imalat (Large Format Additive Manufacturing – LFAM), genellikle polimer bazlı kompozitlerin veya metallerin katman katman serilmesiyle gerçekleşir. Ancak malzeme nozülden çıktığı an, termal bir dram başlar.
Termal Gradyan ve Çarpılma (Warping)
Sıcak malzeme soğuk bir katmanın üzerine serildiğinde, üstteki katman hızla soğumaya ve büzülmeye çalışır. Alttaki katman ise zaten donmuş ve sabitlenmiştir. Bu durum, katmanlar arasında devasa bir çekme kuvveti yaratır. Eğer parça küçükse, malzeme bu gerilimi tolere edebilir. Ancak parça büyüdükçe, bu gerilmeler birikir ve:
- Delaminasyon: Katmanların birbirinden ayrılmasına,
- Warping: Köşelerin yukarı kalkmasına,
- Boyutsal Sapma: Parçanın tasarlanan formdan uzaklaşmasına neden olur.
2. Nano Tozlar: Mikroskobik Çözümler, Makroskobik Sonuçlar
İç gerilmeleri azaltmak için geleneksel yöntemler (ısıtmalı tablalar, fırınlama vb.) devasa parçalarda hem maliyetli hem de verimsizdir. İşte burada sahneye nanoteknoloji giriyor. Polimer veya metal matrisin içine sızan nano tozlar, malzemenin genleşme ve soğuma karakterini kökten değiştirir.
Isıl Genleşme Katsayısının (CTE) Dengelenmesi
Polimerler genellikle yüksek ısıl genleşme katsayısına sahiptir. Nano boyuttaki seramik tozlar (örneğin Silisyum Karbür veya Alümina) ise tam tersine çok stabildir. Bu iki dünyayı birleştirdiğinizde, malzemenin soğurken “çekme” isteği önemli ölçüde azalır. Nano tozlar, polimer zincirleri arasında birer “demirleme noktası” gibi davranarak büzülmeyi kısıtlar.
3. Güncel Araştırmalar: Laboratuvardan Sanayiye
Son iki yılda yapılan akademik çalışmalar, özellikle Grafen ve Karbon Nanotüplerin (CNT) termal iletkenlik üzerindeki etkisine odaklanıyor.
- Isı Dağılımı Denklemi: Normalde 3D baskıda ısı, baskı kafasının olduğu noktada yoğunlaşır. Nano tozlar eklendiğinde malzemenin termal iletkenliği artar. Bu da ısının parça geneline daha hızlı ve homojen yayılmasını sağlar. Isı farkı (gradyan) azaldığında, iç gerilmeler de kendiliğinden düşer.
- Kristalleşme Kontrolü: Nano tozlar, polimerlerin kristalleşme sürecinde “çekirdeklendirici ajan” görevi görür. Daha küçük ve düzenli kristal yapılar, soğuma sırasında malzemenin daha az hacim kaybetmesini sağlar.
Klinik ve Endüstriyel Örnekler
Havacılık sektöründe yapılan testlerde, nano-silika katkılı kompozitlerin kullanıldığı büyük kanatçık baskılarında, iç gerilmelerin saf malzemeye oranla %40’a varan oranlarda azaldığı gözlemlenmiştir. Bu, baskı sonrası ısıl işlem (annealing) ihtiyacını ortadan kaldırarak üretim süresini yarı yarıya düşürmektedir.
4. Uygulama Yöntemleri: Nano Tozlar Sisteme Nasıl Dahil Edilir?
Nano tozları sadece malzemenin içine karıştırmak yeterli değildir; doğru dağılım (dispersiyon) anahtardır.
- Doğrudan Karıştırma (Masterbatch): Nano tozlar, ana hammadde ile yüksek hızda karıştırılarak filament veya pelet haline getirilir.
- Yüzey Kaplama: Bazı gelişmiş sistemlerde, nano tozlar her katman serildikten sonra yüzeye püskürtülerek katmanlar arası bağı (z-axis strength) güçlendirir.
- Hibrid Sistemler: Nano tozlarla birlikte fiber takviyesinin (karbon elyaf gibi) kullanılması, hem mekanik dayanımı hem de termal kararlılığı maksimize eder.
5. Avantajlar ve Riskler: Madalyonun İki Yüzü
Her devrim niteliğindeki teknolojide olduğu gibi, nano tozların kullanımı da bir denge oyunudur.
Avantajlar
- Yüksek Hassasiyet: Büyük parçalarda bile milimetrik doğruluk.
- Hız: Daha yüksek baskı hızlarında bile düşük hata payı.
- Dayanıklılık: Sadece gerilmeler azalmaz, aynı zamanda parçanın darbe direnci ve sertliği artar.
- Enerji Tasarrufu: Devasa ısıtmalı odalara (heated chambers) olan ihtiyaç azalır.
Riskler ve Zorluklar
- Maliyet: Nano malzemelerin üretimi ve homojen karışımı hala pahalıdır.
- Nozül Aşınması: Nano-seramik tozlar oldukça aşındırıcıdır; standart pirinç nozüller hızla eskir, yerine sertleştirilmiş çelik veya elmas uçlar gerekir.
- Sağlık ve Güvenlik: Nano tozların solunması ciddi sağlık riskleri oluşturur. Üretim sürecinde çok sıkı filtreleme ve maskeleme protokolleri uygulanmalıdır.
- Topaklanma (Agglomeration): Nano parçacıklar bir araya gelip topaklanma eğilimindedir. Eğer iyi dağıtılmazlarsa, zayıf noktalar oluşturarak gerilmeyi azaltmak yerine artırabilirler.
6. Geleceğin Bakış Açısı: Akıllı Nano Malzemeler
Gelecekte, sadece iç gerilmeyi azaltan değil, aynı zamanda parça içindeki gerilmeyi sensör gibi algılayabilen “akıllı” nano tozlar üzerinde çalışılıyor. Bu tozlar, parçanın ömrü boyunca maruz kaldığı stresi renk değiştirerek veya elektriksel sinyal göndererek bildirebilir. Bu, özellikle köprü ayakları veya uçak gövdeleri gibi kritik parçaların izlenmesinde devrim yaratacaktır.
7. Sonuç: Büyük Düşün, Küçük Uygula
Büyük ölçekli 3D baskı, imalat sanayisinin geleceğidir. Ancak bu geleceği inşa ederken karşılaştığımız fiziksel engelleri, atomik ölçekteki çözümlerle aşmak zorundayız. Nano tozlar, devasa robotik kolların döktüğü malzemeyi hizaya sokan, büzülmeyi engelleyen ve kaosu düzene çeviren görünmez mimarlardır. Bugünün araştırmaları, yarının gökdelenlerini ve devasa ulaşım araçlarını 3D yazıcılarla hatasız bir şekilde basabilmemizin yolunu açıyor.
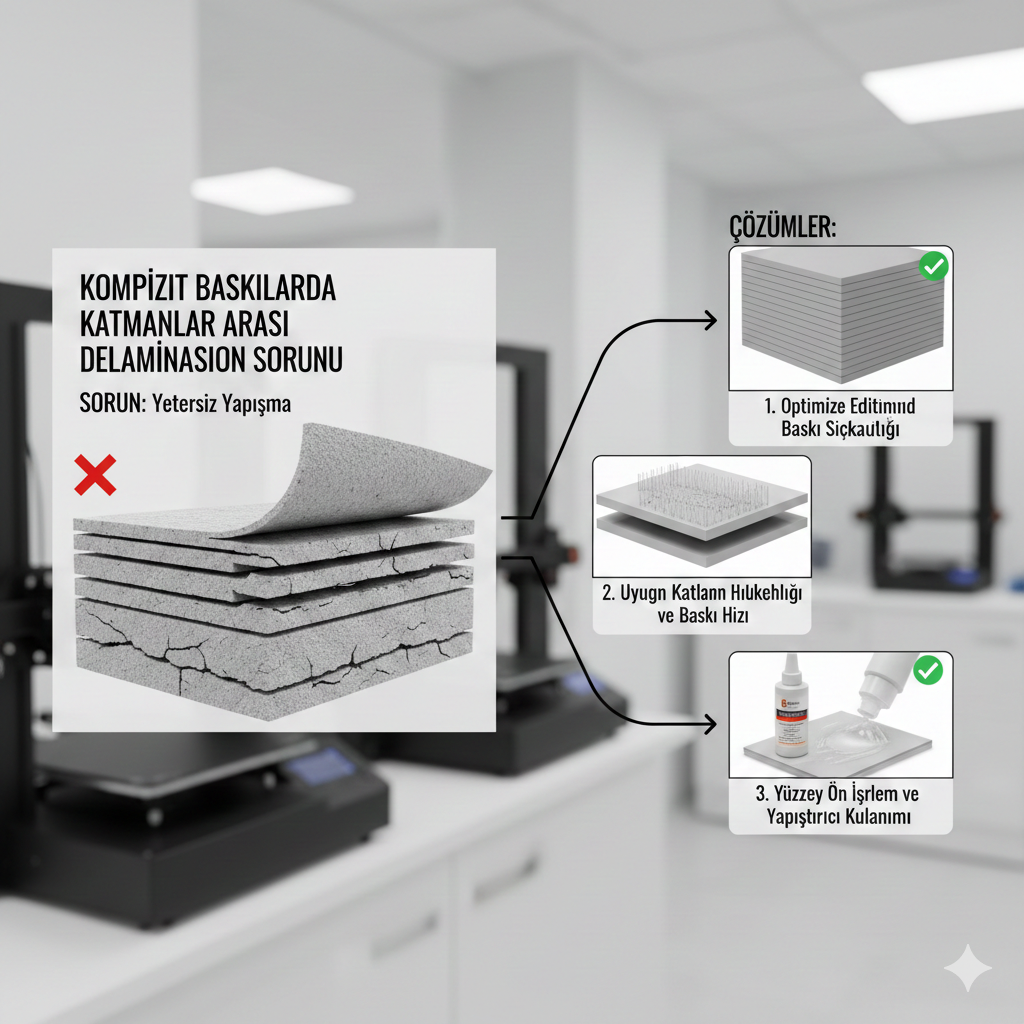
Kompozit Baskılarda Katmanlar Arası Delaminasyon Sorunu ve Çözümleri
Basitçe ifade etmek gerekirse delaminasyon, 3D baskı sırasında üst üste binen katmanların birbirine yeterince güçlü yapışmaması sonucu, parçanın bir “gofret” gibi ayrılmasıdır. Kompozit malzemelerde bu durum standart plastiklere göre çok daha kritiktir.
Neden mi? Çünkü kompozit filamentlerin içindeki fiber parçacıkları (karbon, cam vb.), polimer matrisin akışkanlığını ve ısı transferini değiştirir. Standart bir PLA baskıda katmanlar birbirine kolayca kaynarken, kompozitlerde araya giren fiberler adeta birer “bariyer” görevi görerek moleküler kaynaşmayı engelleyebilir.
2. Delaminasyonun Bilimsel Nedenleri: Neden Ayrılırlar?
Delaminasyon tesadüf değildir; fizik ve termodinamik kurallarının bir sonucudur. İşte ana suçlular:
A. Termal Stres ve Gradyan Farklılıkları
3D yazıcılarda katmanlar sıcak bir şekilde serilirken, alt katmanlar çoktan soğumaya başlamıştır. Kompozitler, yüksek ısı iletkenliğine (karbon fiber nedeniyle) sahip olabilir. Bu, parçanın üst kısmının sıcak, alt kısmının soğuk olması nedeniyle devasa bir gerilim (warping) yaratır. Bu gerilim, katmanlar arasındaki yapışma gücünü aştığında “çıt” sesiyle ayrılma gerçekleşir.
B. Fiber Oryantasyonu ve “Gölgeleme” Etkisi
Filament içindeki fiberler genellikle baskı yönüne paralel dizilir. Ancak, fiberler erimez. Bu durum, iki katman arasındaki temas yüzeyinde “polimer fakiri” bölgeler yaratır. Eğer katman arayüzünde yeterli reçine (matris) yoksa, sadece fiberler birbirine değer ve fiberler birbirine yapışmaz.
C. Z-Ekseni Zayıflığı (Anizotropi)
3D baskılı parçalar doğuştan anizotropiktir. Yani X ve Y yönünde çok güçlüdürler ama Z (yükseklik) yönünde zayıftırlar. Kompozitlerde bu fark daha da açılır. Karbon fiber parçayı X-Y düzleminde çelik kadar sert yaparken, Z yönündeki bağlar hala sadece termoplastiğin gücüne dayanır.
3. Güncel Araştırmalar ve “Klinik” Yaklaşımlar
Malzeme bilimi üzerine yapılan son araştırmalar, delaminasyonu önlemek için “Sürekli Fiber Takviyesi” (CFR) ve “Lazer Destekli Isıtma” gibi konulara odaklanmaktadır.
- Sürekli Fiber (CFR) Çalışmaları: Araştırmalar, kısa kesilmiş fiberler (chopped fibers) yerine kesintisiz fiber hatlarının kullanılmasının Z-ekseni mukavemetini %30 artırabildiğini gösteriyor. Ancak burada “sandviç panel” stratejisi izlenmelidir.
- İn-Situ Isıtma (Anlık Isıtma): 2024 ve 2025 yıllarında popülerleşen araştırmalar, nozzle’ın hemen önünde bir lazer veya kızılötesi ısıtıcı gezdirmenin, alt katmanı “camsı geçiş sıcaklığının” (Tg) üzerine çıkararak mükemmel bir füzyon sağladığını kanıtlamıştır.
- Vakum Ortamı Deneyleri: Bazı endüstriyel çalışmalar, baskı sırasında hapsolan mikro hava kabarcıklarının delaminasyonu tetiklediğini göstermiştir. Vakumlu baskı ortamları, katmanlar arası boşluğu (void ratio) %1’in altına indirerek delaminasyon riskini neredeyse sıfırlamaktadır.
4. Delaminasyonu Durdurmak İçin Uygulanabilir Çözümler
Eğer profesyonel veya endüstriyel bir kompozit baskı alıyorsanız, şu stratejileri uygulamalısınız:
1. Kabin Isısı (En Önemli Faktör)
Kompozitleri açık bir yazıcıda basmak, delaminasyona davetiye çıkarmaktır. Ortam sıcaklığı, malzemenin camsı geçiş sıcaklığına (Tg) ne kadar yakınsa, katmanlar o kadar yavaş soğur ve stres o kadar az birikir. Naylon-Karbon fiber (PA-CF) için 60-80°C sabit kabin ısısı şarttır.
2. Aşırı Ekstrüzyon (Over-extrusion) Ayarı
Katmanlar arası boşluğu kapatmak için akış oranını (flow rate) %1-3 oranında artırmak, fiberlerin arasını polimerle doldurmaya yardımcı olur. Bu, Z-ekseni tutunmasını mekanik olarak güçlendirir.
3. Nozzle Sıcaklığı ve Baskı Hızı Dengesi
Daha yüksek sıcaklık = daha düşük viskozite. Polimer ne kadar akışkan olursa, alt katmanın içine o kadar iyi nüfuz eder. Ancak hız çok yüksekse, ısı transferi tamamlanamaz. Kompozitlerde “Yavaş ve Sıcak” altın kuraldır.
4. Katman Yüksekliği Stratejisi
Katman yüksekliğini nozzle çapının %50’sinin altında tutmak (örneğin 0.4mm nozzle için 0.15mm katman), katmanların birbirine daha fazla “ezilerek” yapışmasını sağlar. Bu fiziksel baskı, kimyasal bağı destekler.
5. Avantaj ve Risk Değerlendirmesi: Kompozit Kullanmalı mısınız?
Kompozit parçalar üretmek bir denge sanatıdır.
Avantajlar:
- Yüksek Spesifik Mukavemet: Metal parçalardan daha hafif ama benzer sertlikte parçalar.
- Düşük Termal Genleşme: Karbon fiber sayesinde parça, baskı tablasından kalkmaya (warping) karşı dirençlidir (eğer delaminasyon olmazsa).
- Estetik ve Profesyonel Görünüm: Katman çizgilerini gizleyen mat ve teknik bir doku.
Riskler:
- Gevrek Kırılma: Kompozitler metal gibi eğilmez; sınır değerine ulaşıldığında aniden ve katman yerinden patlayarak kırılır.
- Nozzle Aşınması: Fiberler aşındırıcıdır; sertleştirilmiş çelik veya yakut uçlu nozzle kullanmazsanız, baskı ortasında çap değişir ve bu da delaminasyona yol açar.
- Maliyet: Standart filamentlere göre 3-4 kat daha pahalıdır.
6. Sektörel Uygulama Notu: Savunma ve Havacılık
Havacılık sektöründe delaminasyon bir “hata” değil, bir “kaza sebebi” olarak görülür. Bu nedenle drone şaseleri veya uçak iç parçaları basılırken tavlama (annealing) işlemi uygulanır. Baskı bittikten sonra parça, kontrollü bir fırında yavaşça ısıtılarak iç streslerin boşaltılması sağlanır. Bu işlem, katmanlar arası bağı moleküler düzeyde stabilize eder.
7. Sonuç: Kusursuz Kompozit Baskının Formülü
Kompozit baskılarda katman ayrılması bir kader değildir. Başarılı bir baskı için formül basittir: Yüksek Nozzle Sıcaklığı + Isıtılmış Kapalı Kabin + Düşük Baskı Hızı + Doğru Fiber Oryantasyonu.
Eğer parçanızın yapısal bir görevi varsa, sadece görselliğe değil, Z-eksenindeki bağ gücüne odaklanmalısınız. Unutmayın, bir kompozit parça sadece en zayıf katman bağı kadar güçlüdür.
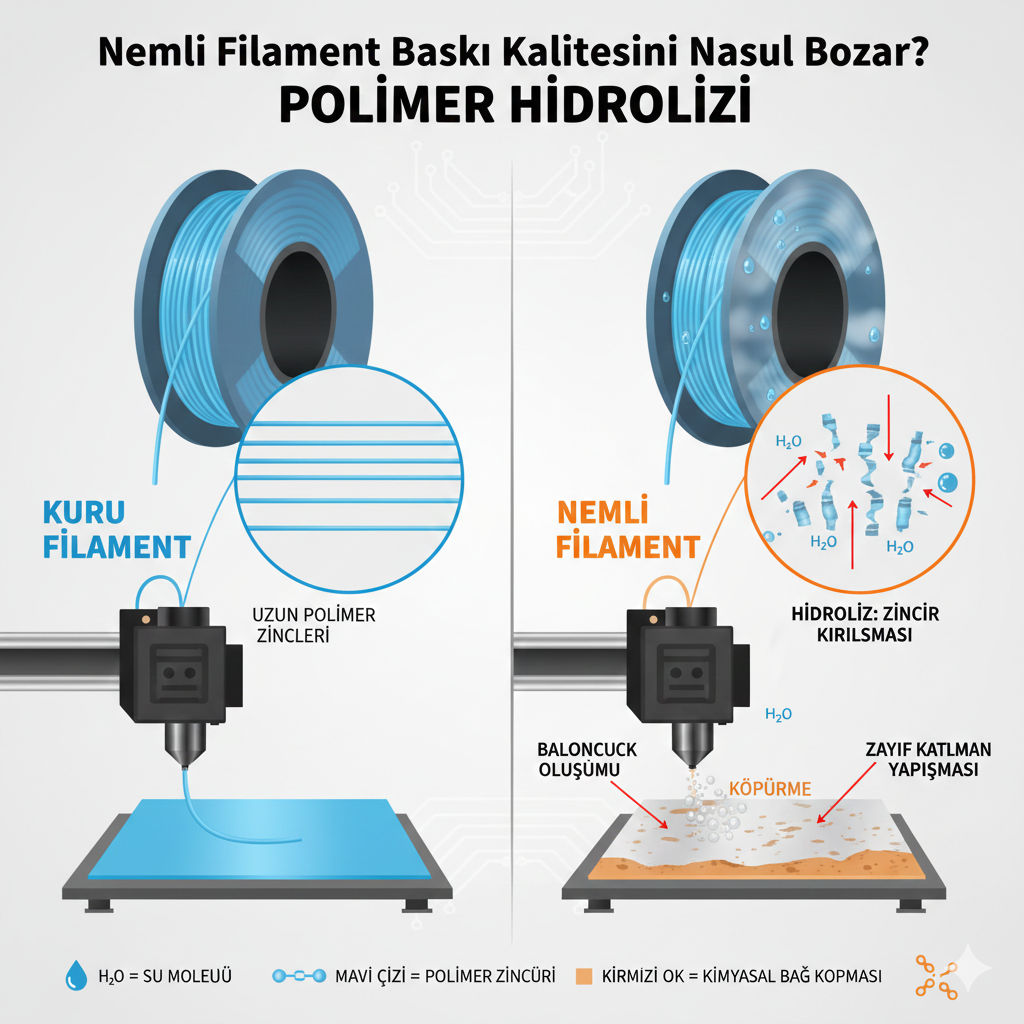
Nemli Filament Baskı Kalitesini Nasıl Bozar? Polimer Hidrolizi
3D baskıda kullanılan termoplastiklerin çoğu higroskopik yapıdadır. Bu, malzemenin havadaki su moleküllerini aktif olarak üzerine çekmesi ve içine hapsetmesi anlamına gelir. PLA, PETG, Naylon (PA) ve TPU gibi popüler filamentler bu konuda en hassas olanlardır.
Pek çok kullanıcı, nemli filamentin sadece “çıtırtı” sesi çıkardığını ve yüzeyde baloncuklar oluşturduğunu düşünür. Ancak asıl tehlike görünmeyen kısımdadır. Su molekülleri polimer zincirlerinin arasına girdiğinde, sadece fiziksel bir dolgu maddesi olarak kalmaz; polimerin kimyasal bağlarına saldırır.
2. Polimer Hidrolizi: Kimyasal Bir Parçalanma Hikayesi
“Hidroliz” terimi, Yunanca hydro (su) ve lysis (ayrışma) kelimelerinden türetilmiştir. 3D baskı bağlamında hidroliz, suyun polimer zincirlerini oluşturan bağları (özellikle ester bağlarını) koparması sürecidir.
Hidroliz Nasıl Gerçekleşir?
Polimerler, binlerce küçük molekülün (monomer) uç uca eklenerek oluşturduğu devasa zincirlerdir. Bir filament üretilirken bu zincirler belirli bir uzunlukta ve güçte tasarlanır. Ancak nemli bir filament 190°C – 300°C arasındaki baskı kafasına (nozzle) girdiğinde şu olaylar zinciri gerçekleşir:
- Isıl Aktivasyon: Isı, su moleküllerinin kinetik enerjisini artırır.
- Bağ Kopması: Su molekülleri, polimer zincirindeki zayıf noktaları (ester grupları) bulur ve buralara yerleşerek zinciri ikiye böler.
- Moleküler Ağırlığın Azalması: Uzun ve güçlü olan polimer zincirleri, kısa ve zayıf parçalara ayrılır. Bu, plastiğin artık eski plastik olmadığı anlamına gelir.
Önemli Not: Bu süreç geri döndürülemezdir. Filamenti sonradan kurutmak suyu uzaklaştırsa da, kopan kimyasal bağlar tekrar birleşmez. Bu yüzden “kurutulmuş ama önceden çok nemlenmiş” bir filament, taze bir filament kadar güçlü olmayacaktır.
3. Nemli Filamentin Baskı Kalitesi Üzerindeki 5 Yıkıcı Etkisi
Nemli bir filamentle baskı almaya çalıştığınızda, sadece görsel değil, yapısal sorunlarla da karşılaşırsınız:
A. Görsel Kusurlar ve Baloncuklar
Nozzle içindeki su aniden buharlaşır ve mikro patlamalara neden olur. Bu durum, baskı yüzeyinde sivilce benzeri lekeler, pürüzlü dokular ve tutarsız katman çizgileri olarak kendini gösterir.
B. “Oozing” ve “Stringing” (İplenme)
Hidroliz nedeniyle polimer zincirleri kısaldığı için eriyik haldeki plastiğin vizkozitesi (akışkanlığa karşı direnci) düşer. Plastik daha “cıvık” bir hale gelir. Bu da nozzle hareket ederken malzemenin kontrolsüzce sızmasına ve yoğun iplenmeye yol açar.
C. Katman Yapışması Sorunları
Baskı sırasında buharlaşan su, katmanlar arasında boşluklar (mikro gözenekler) bırakır. Bu boşluklar, iki katmanın birbirine tam olarak kaynamasını engeller. Sonuç? Baskı bittiğinde elinizle hafifçe bastırdığınızda birbirinden ayrılan katmanlar.
D. Boyutsal Tutarsızlık
Suyun buharlaşmasıyla oluşan iç basınç, ekstrüzyon miktarını (akış hızını) dengesizleştirir. Bu da duvar kalınlıklarının değişmesine ve teknik parçalarda toleransların tutmamasına neden olur.
E. Renk ve Matlık Kaybı
Özellikle şeffaf filamentlerde (PETG gibi), nem polimerin kristal yapısını etkileyerek malzemenin bulanık, mat ve kirli görünmesine neden olur.
4. Bilimsel Araştırmalar ve Güncel Çalışmalar Ne Diyor?
Son yıllarda malzeme bilimi üzerine yapılan çalışmalar, 3D baskıda nemin etkilerini nicel verilerle ortaya koymuştur.
- Moleküler Ağırlık Analizleri: Yapılan kromatografi testleri, nemli ortama maruz kalan PLA’nın moleküler ağırlığının %20 ila %30 oranında azaldığını göstermiştir. Bu, malzemenin yapısal bütünlüğünün neredeyse üçte birini kaybetmesi demektir.
- Çekme Testi Verileri: Mekanik testlerde, nemli filamentle basılan parçaların “kopma uzaması” ve “darbe dayanımı” değerlerinde %50’ye varan düşüşler kaydedilmiştir. Özellikle Naylon (PA) malzemesinde, %1’lik bir nem artışının bile sertliği dramatik şekilde azalttığı klinik olarak kanıtlanmıştır.
- Isıl Kararlılık: Araştırmalar, nemli polimerlerin daha düşük sıcaklıklarda bozunmaya başladığını göstermektedir. Bu, baskı sırasında termal yönetimi zorlaştıran bir faktördür.
5. Polimer Gruplarına Göre Risk Değerlendirmesi
Her polimer nemden aynı derecede etkilenmez. İşte risk tablosu:
| Polimer Türü | Nem Hassasiyeti | Hidroliz Riski | Sonuç |
| PLA | Orta | Yüksek | Kırılganlık, yüzey bozukluğu |
| ABS | Düşük/Orta | Düşük | Katman ayrılması, koku |
| PETG | Yüksek | Orta | Aşırı iplenme, matlaşma |
| Naylon (PA) | Çok Yüksek | Çok Yüksek | Köpürme, yapısal çöküş |
| TPU/TPE | Yüksek | Düşük | Yüzeyde pürüzler, esneklik kaybı |
6. Avantaj ve Risk Değerlendirmesi: “Islak Baskı” Yapılabilir mi?
Bazen kullanıcılar “biraz nemli olması esnekliği artırıyor” gibi yanlış inanışlara sahip olabilir. Gelin artıları ve eksileri tartalım:
Riskler:
- Parçanın beklenmedik bir anda kırılması (güvenlik riski).
- Nozzle tıkanmaları (su buharı basıncı akışı bozar).
- Yüzey kalitesinin post-processing (zımpara, boya) gerektirmesi.
- Zaman ve malzeme israfı.
Sözde “Avantajlar” (Efsaneler):
- Esneklik: Nemli Naylon daha esnek görünebilir ancak bu esneklik “süngerimsi” bir yapıdan kaynaklanır ve malzemenin gerçek mukavemeti yok olmuştur. Bu bir avantaj değil, malzeme kusurudur.
7. Çözüm Yolları: Hidrolizi Nasıl Durdururuz?
Polimer hidrolizini önlemek, tedavi etmekten çok daha kolaydır:
- Aktif Kurutma: Filament kurutucu cihazlar veya gıda dehidratörleri kullanarak nemi uzaklaştırın. PLA için 45-50°C, PETG için 60-65°C idealdir.
- Vakumlu Depolama: Kullanmadığınız filamentleri mutlaka vakumlu poşetlerde, bol miktarda silika jel (nem alıcı) ile saklayın.
- Kuru Kutular (Dry Boxes): Baskı sırasında filamenti doğrudan bir kuru kutudan yazıcıya besleyin. Özellikle 24 saatten uzun süren baskılarda bu kritiktir.
- Tazelik Kontrolü: Eğer filamentiniz makarada kendi kendine kırılıyorsa, bu ileri derecede hidroliz ve nem belirtisidir. Bu tür malzemeleri kritik parçalarda kullanmayın.
8. Sonuç: Mühendislik Gözüyle Nem Yönetimi
3D baskı sadece bir “eritme ve dökme” işlemi değildir; bu bir kimyasal süreçtir. Nemli filamentle çalışmak, bozuk bir hammaddeyle bina inşa etmeye benzer. Polimer hidrolizi, görsel kusurların çok ötesinde, parçanızın moleküler mimarisini yıkar. Eğer bastığınız parçanın teknik bir işlevi varsa (yük taşıyacaksa, bir mekanizmaya girecekse), nem yönetimi sizin için bir seçenek değil, zorunluluktur.
Unutmayın; en iyi 3D yazıcı bile, kimyası bozulmuş bir polimerle kaliteli bir parça üretemez.
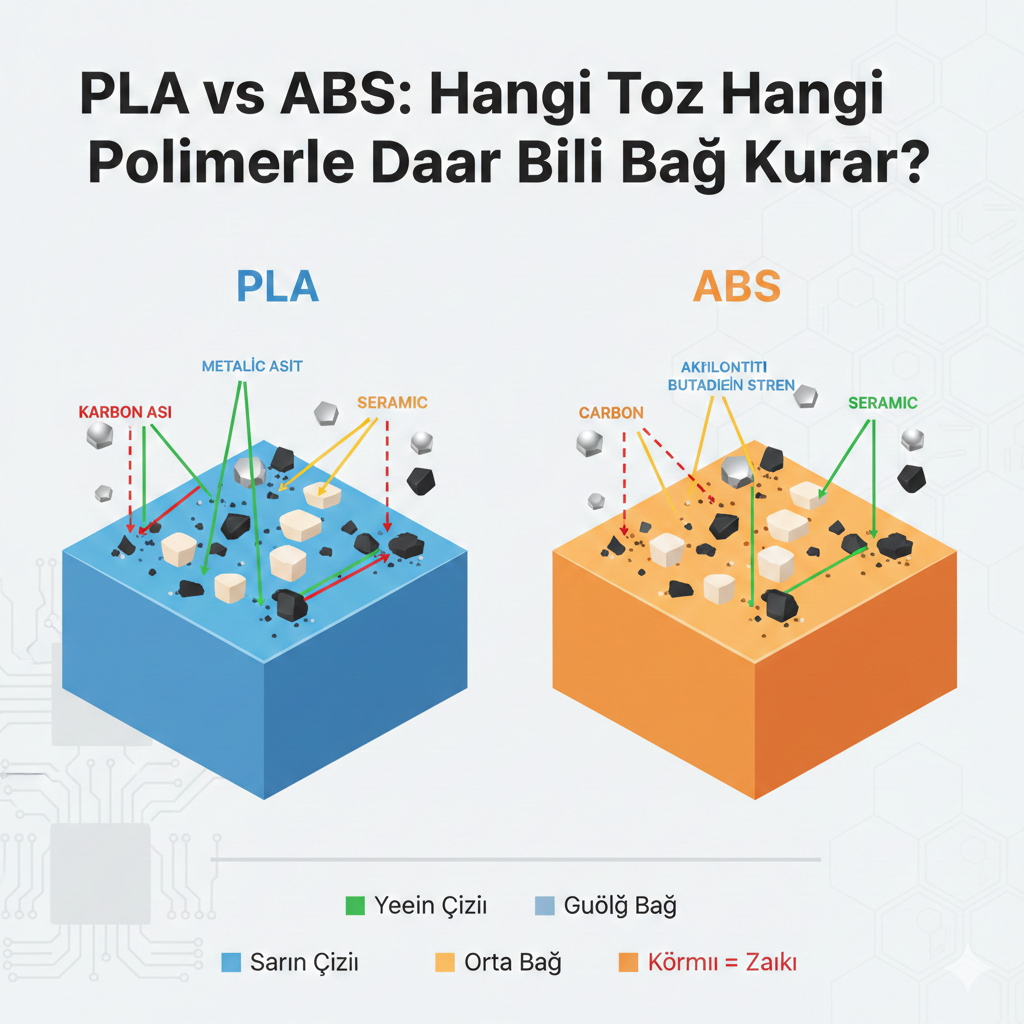
PLA vs. ABS: Hangi Toz Hangi Polimerle Daha İyi Bağ Kurar?
3D baskı dünyasında malzeme seçimi, sadece “hangi plastik daha sert?” sorusundan çok daha fazlasıdır. Özellikle kompozit filamentler (içinde metal, karbon veya seramik tozu bulunan plastikler) söz konusu olduğunda, işin içine kimyasal bir evlilik girer. Polilaktik Asit (PLA) ve Akrilonitril Bütadien Stiren (ABS), bu evliliklerde en çok tercih edilen iki “ev sahibi” polimerdir.
Peki, içine eklediğiniz o özel toz (bakır, demir, karbon veya cam), hangi polimerin moleküler kollarına daha sıkı tutunur? Bu yazıda, PLA ve ABS’nin toz parçacıklarıyla kurduğu bağın kimyasını, mekanik performansını ve hangi kombinasyonun hangi uygulama için daha mantıklı olduğunu derinlemesine inceleyeceğiz.
1. Polimer Matris ve Takviye Elemanı: Bağ Kurmanın Temelleri
Bir kompozit filamentte polimer “matris” (taşıyıcı), toz ise “takviye” elemanıdır. Bu ikilinin başarısı, arayüzey bağ kuvvetine bağlıdır. Eğer toz ve polimer birbirine iyi yapışmazsa, malzeme stres altında bu zayıf noktalardan ayrılır ve parça kolayca kırılır.
Bağ kurma genellikle iki yolla gerçekleşir:
- Mekanik Kenetlenme: Polimer eridiğinde tozun pürüzlü yüzeyine dolar ve donduğunda onu fiziksel olarak hapseder.
- Kimyasal Etkileşim: Polimer zincirlerindeki atomlar ile toz yüzeyindeki atomlar arasında kurulan zayıf veya güçlü bağlar.
2. PLA: Polaritenin ve Islanabilirliğin Avantajı
PLA, mısır nişastası gibi yenilenebilir kaynaklardan üretilen bir polimerdir. Kimyasal yapısında bol miktarda oksijen grubu barındırır, bu da ona “polar” bir karakter kazandırır.
Hangi Tozlarla İyi Bağ Kurar?
- Metal Tozları (Bakır, Bronz, Çelik): PLA, metal yüzeylerini “ıslatma” (wetting) konusunda ABS’den daha başarılıdır. Metal parçacıkların etrafını daha sıkı sarar.
- Doğal Lifler ve Tozlar (Ahşap, Mantar, Kenevir): PLA’nın polar yapısı, bitkisel liflerdeki selüloz ile mükemmel bir uyum sağlar.
- Seramik Tozları: Alümina veya zirkonya gibi seramik tozları, PLA matrisinde daha homojen dağılma eğilimindedir.
Avantajı: Düşük büzülme (shrinkage) oranına sahip olduğu için soğurken toz parçacıklarını dışarı itmez, aksine onları matrisin içine hapseder.
3. ABS: Difüzyonun ve Isı Direncinin Gücü
ABS, petrol türevli bir termoplastiktir ve yapısındaki bütadien (kauçuk) sayesinde daha esnektir. Ancak PLA’nın aksine daha “non-polar” (kutupsuz) bir yapıya sahiptir.
Hangi Tozlarla İyi Bağ Kurar?
- Karbon Fiber ve Grafit Tozu: ABS, karbon bazlı yapılarla kimyasal olarak daha “akraba” sayılır. Karbon lifleri ABS matrisi içinde yüksek bir tutunma sergiler.
- Cam Elyaf / Cam Tozu: ABS’nin yüksek işlem sıcaklığı, cam parçacıklarının yüzeyiyle daha iyi bir termal difüzyon (yayılma) sağlar.
- Sentetik Katkılar: Bazı endüstriyel alev geciktirici tozlar, ABS’nin kimyasal yapısıyla daha stabil bir bağ kurar.
Dezavantajı: ABS soğurken çok fazla büzülür. Eğer toz ile polimer arasındaki bağ zayıfsa, bu büzülme sırasında polimer tozun etrafından geri çekilir ve mikroskobik boşluklar (voids) oluşur.
4. Güncel Araştırmalar: Yüzey Modifikasyonu ve Nano-Kenetlenme
2024-2026 yılları arasındaki araştırmalar artık “ham” tozları kullanmak yerine, tozun yüzeyini polimere uygun hale getirmeye (coupling agents) odaklanıyor.
Silan Kaplama Devrimi:
Araştırmalar, cam veya metal tozlarının “silan” adı verilen bir kimyasalla kaplandığında, ABS ile olan bağ kuvvetinin %60 oranında arttığını gösteriyor. Bu, ABS’nin dezavantajı olan düşük ıslanabilirliği ortadan kaldırıyor.
Hibrit Toz Dağılımı:
Yeni nesil çalışmalarda, PLA içine hem mikron boyutunda metal tozu hem de nano boyutunda karbon nanotüp ekleniyor. Nano yapılar, büyük toz parçacıkları arasında bir “köprü” kurarak matrisin genel direncini artırıyor.
5. Klinik Çalışmalar: Biyo-uyumluluk ve İmplantlar
Polimer-toz etkileşimi tıp dünyasında hayati önem taşır. Özellikle kemik onarımı çalışmalarında bu iki polimerin performansı farklıdır.
- PLA ve Hidroksiapatit (Kemik Tozu): Klinik çalışmalarda, PLA’nın içine eklenen hidroksiapatit tozlarının, polimer ile çok doğal bir bağ kurduğu ve vücut içinde kemik büyümesini teşvik ettiği (osteoconductivity) kanıtlanmıştır. PLA vücutta eriyebildiği için, bu kompozitler geçici destek yapıları için idealdir.
- ABS ve Antimikrobiyal Gümüş Tozu: ABS, hastanelerde kullanılan cihazların gövdelerinde tercih edilir. Gümüş tozu katkılı ABS üzerine yapılan testler, polimerin gümüş iyonlarını yüzeyde stabilize etme yeteneğinin yüksek olduğunu ve uzun süreli antibakteriyel koruma sağladığını göstermektedir.
6. Avantaj – Risk Değerlendirmesi
Hangi kombinasyonun “daha iyi” olduğu, neyi feda edebileceğinize bağlıdır.
| Özellik | PLA + Toz (Metal/Seramik) | ABS + Toz (Karbon/Cam) |
| Bağ Kuvveti | Yüksek (Yüzey ıslanabilirliği iyi) | Orta (Termal büzülme riski) |
| Basılabilirlik | Kolay (Çarpılma az) | Zor (Isı kontrolü şart) |
| Dayanıklılık | Gevrek (Sert ama kırılgan) | Tok (Daha esnek ve darbe dirençli) |
| Isı Direnci | Düşük (55°C üstünde yumuşar) | Yüksek (90°C’ye kadar dayanır) |
| Risk | Nem emilimi bağları zayıflatabilir | Zehirli gaz salınımı ve yüksek büzülme |
7. Hangi Toz İçin Hangi Karar? (Rehber)
- Eğer amacınız görsel ve ağır (metalik) bir parça ise: PLA‘yı seçin. Metal tozları PLA içinde daha iyi askıda kalır ve baskı sırasında çökme yapmaz.
- Eğer amacınız yüksek mukavemet ve hafiflik ise: ABS + Karbon Fiber kombinasyonuna yönelin. Karbonun yapısal bütünlüğü ABS’nin esnekliğiyle birleştiğinde mühendislik harikası parçalar ortaya çıkar.
- Eğer parça yüksek sıcaklığa maruz kalacaksa: Toz ne olursa olsun matrisiniz ABS olmalıdır, çünkü PLA ısı altında tozları bir arada tutma yeteneğini hızla kaybeder.
8. Gelecek Öngörüsü: Dinamik Bağlar
Geleceğin malzemeleri “akıllı bağlara” sahip olacak. Toz parçacıkları, polimer matrisle sadece temas etmeyecek; dışarıdan gelen bir elektrik veya manyetik alanla bu bağın kuvveti değiştirilebilecek. Özellikle manyetik toz katkılı PLA filamentler üzerinde yapılan çalışmalar, baskı sonrası ısıl işlemle (annealing) bağların %200 daha güçlendirilebildiğini gösteriyor.
Sonuç
“PLA mı ABS mi?” sorusunun cevabı, içine eklediğiniz misafire (toza) nasıl davrandıklarında gizlidir. PLA, misafirperver bir ev sahibi gibi toz parçacıklarını nazikçe ve her yönden sarar; bu da onu hobi, estetik ve medikal uygulamalar için lider yapar. ABS ise daha seçicidir; ancak doğru (karbon bazlı) misafirle bir araya geldiğinde ve doğru şartlar (yüksek ısı) sağlandığında, endüstriyel dünyayı sarsacak kadar güçlü bağlar kurabilir.
Doğru toz, doğru polimerle buluştuğunda 3D yazıcınız sadece bir plastik eritici değil, mikroskobik bir mühendislik fabrikası haline gelir.
Neden Karbon Fiber Katkılı Filamentler Nozzle’ı Aşındırır?
3D baskı dünyasında, standart plastiklerin (PLA, ABS veya PETG) yetersiz kaldığı durumlarda imdada yetişen süper kahramanlar vardır: Karbon Fiber (CF) Katkılı Filamentler. Bu malzemeler, basılan parçalara inanılmaz bir sertlik, hafiflik ve profesyonel bir mat görünüm kazandırır. Ancak bu avantajların gizli ve maliyetli bir bedeli vardır. Yazıcınızın ucundaki o küçük pirinç parça, yani nozzle, karbon fiberli bir rulo filament bittiğinde tanınmaz hale gelebilir.
Peki, yumuşak bir polimerin içindeki bu minik lifler, nasıl olur da metal bir ucu saniyeler içinde zımparalayarak genişletir? Bu yazıda, aşınmanın mikroskobik nedenlerini, malzeme bilimindeki karşılığını ve bu sorunu nasıl yönetebileceğinizi detaylandıracağız.
1. Karbon Fiberin Doğası: Kristal Sertlik ve Polimer Yumuşaklığı
Karbon fiberler, atomik ölçekte birbirine kenetlenmiş karbon kristallerinden oluşur. Bu liflerin en önemli özelliği, boylamasına uygulanan kuvvetlere karşı çelikten daha dirençli olmalarıdır. Ancak işin püf noktası sertlik değerlerinde gizlidir.
- Pirinç (Brass): Çoğu standart yazıcıda bulunan pirinç nozzle’ların sertliği, malzeme bilimindeki ölçeklere göre oldukça düşüktür.
- Karbon Fiber: Karbon atomlarının bağ yapısı, onları dünyanın en sert malzemelerinden biri yapar.
Karbon fiber takviyeli bir filament aslında iki farklı dünyanın birleşimidir: Yumuşak bir taşıyıcı (örneğin naylon veya PLA) ve onun içine dağıtılmış binlerce mikro boyutta “kesici” elmas benzeri lif. Filament eridiğinde polimer sıvılaşır ancak karbon lifleri katı ve sert kalmaya devam eder.
2. Aşınma Mekanizması: Adım Adım Nozzle İstilası
Filament, yazıcının ekstrüderi tarafından itilip nozzle’ın daralan boğazına girdiğinde işler karışmaya başlar. İşte aşınmanın gerçekleştiği o kritik aşamalar:
A. Sıkıştırma ve Sürtünme
Nozzle ucu genellikle 1.75mm olan filamenti 0.4mm gibi dar bir deliğe zorlar. Bu daralma bölgesinde karbon fiber lifleri, nozzle’ın iç duvarlarına muazzam bir basınçla sürtünür. Polimer sıvı olduğu için lifler doğrudan metal yüzeyle temas eder.
B. Mikro-Kesme (Micro-Cutting)
Karbon liflerinin uçları genellikle keskindir. Yüksek hızla nozzle içinden geçerken bu lifler, tıpkı mikroskobik bir zımpara kağıdı gibi hareket eder. Pirinç gibi yumuşak metallerden her geçişte atomik düzeyde parçalar koparırlar.
C. Delik Genişlemesi ve Geometrik Bozulma
Aşınma sadece nozzle’ın içinde olmaz; en şiddetli etkisi çıkış ucunda görülür. 0.4mm olarak başlayan delik, sadece birkaç yüz gram karbon fiberli baskıdan sonra 0.5mm veya 0.6mm’ye kadar genişleyebilir. Bu durum, baskı kalitesinin aniden bozulmasına neden olur.
3. Güncel Araştırmalar: Aşınmayı Optimize Etmek
2024 ve 2026 yılları arasındaki akademik çalışmalar, aşınmayı tamamen bitirmek yerine, fiber uzunluğu ve nozzle kaplamaları arasındaki ilişkiyi optimize etmeye odaklanıyor.
Lif Uzunluğu Faktörü: Araştırmalar, lifler ne kadar uzunsa parçanın o kadar güçlü olduğunu ancak nozzle aşınmasının da o kadar şiddetli olduğunu gösteriyor. Güncel çalışmalar, “doğranmış” (chopped) karbon fiberlerin ideal uzunluğunu (genellikle 0.1mm – 0.3mm) belirleyerek, mekanik dayanım ile nozzle ömrü arasında bir denge kurmaya çalışıyor.
Akış Dinamiği Simülasyonları: Bilgisayarlı akışkanlar dinamiği (CFD) kullanılarak yapılan yeni araştırmalar, nozzle içindeki “ölü bölgelerde” karbon fiberlerin birikerek türbülans oluşturduğunu ve bu bölgelerde aşınmanın 3 kat daha fazla olduğunu ortaya koydu. Bu bulgular, daha akışkan iç geometrilere sahip yeni nesil nozzle tasarımlarının önünü açıyor.
4. Klinik ve Endüstriyel Karşılaştırmalar: Protezlerden Havacılığa
Bu malzemenin aşındırıcı doğası, özellikle hassas tolerans gerektiren alanlarda riskler barındırır.
- Kişiselleştirilmiş Protezler: Tıbbi alanda karbon fiberli polimerler hafiflikleri nedeniyle tercih edilir. Ancak klinik çalışmalar, nozzle aşınması nedeniyle çapı değişen bir nozzle ile basılan protezlerin, tasarım toleranslarının dışına çıktığını ve hastada eklem ağrılarına yol açabileceğini göstermiştir. Bu nedenle, medikal üretimde nozzle ömrü her baskıdan önce kontrol edilmelidir.
- Havacılık Standartları: Uçak içi parçalarda kullanılan CF-PEEK gibi malzemeler, aşınmaya en dirençli metal olan “Safir” veya “Tungsten Karbür” nozzle’lar ile basılmak zorundadır. Aksi takdirde, parçanın iç dolgusundaki (infill) düzensizlikler yapısal zayıflığa yol açar.
5. Avantajlar ve Risk Değerlendirmesi
Karbon fiberli filament kullanmak, her zaman bir “takas” (trade-off) meselesidir.
Avantajlar:
- Sertlik ve Mukavemet: Standart plastiklere göre %50’ye kadar daha fazla bükülme direnci.
- Düşük Çarpılma (Warping): Karbon lifleri, soğuma sırasında polimerin büzülmesini engelleyerek büyük parçaların hatasız basılmasını sağlar.
- Estetik: Katman izlerini gizleyen harika bir mat yüzey dokusu.
Riskler:
- Ekipman Maliyeti: Standart pirinç nozzle’ları “sarf malzemesi” haline getirir.
- Tıkanma Riski: Karbon lifleri nozzle içinde kümelenerek aniden tıkanmalara (clogging) neden olabilir.
- Kırılganlık: Parça darbelere karşı daha dirençli olsa da, esneklik kabiliyetini tamamen kaybeder; yani “esnemez, aniden kırılır”.
6. Çözüm: Hangi Nozzle Seçilmeli?
Karbon fiber kullanacaksanız, nozzle stratejinizi değiştirmeniz gerekir:
- Sertleştirilmiş Çelik (Hardened Steel): En popüler çözümdür. Pirinçten çok daha serttir ve CF filamentlere karşı uzun süre dayanır. Ancak ısı iletkenliği düşüktür; bu yüzden baskı sıcaklığını 5-10 derece artırmanız gerekebilir.
- Tungsten Karbür: Hem ısı iletkenliği mükemmeldir hem de elmas kadar serttir. “Ömürlük” nozzle olarak bilinir.
- Yakut Uçlu Nozzle (Ruby Tipped): Gövdesi pirinç, ucu ise yakuttur. Aşınma sıfıra yakındır ancak çok kırılgandır; yatağa sert bir çarpma ucu çatlatabilir.
7. Gelecek Öngörüsü: Akıllı Nozzle Sistemleri
Gelecekte, yazıcılarımızın nozzle çapını gerçek zamanlı olarak ölçen sensörlere sahip olacağı öngörülüyor. Eğer karbon fiber nozzle’ı aşındırıp çapı 0.40’tan 0.42’ye çıkarırsa, yazıcı bunu fark edip akış hızını (flow rate) otomatik olarak güncelleyebilecek. Ayrıca, sürtünmeyi sıfıra indiren nano-grafen kaplı iç yüzeyler üzerinde çalışmalar devam ediyor.
Sonuç
Karbon fiber katkılı filamentler, 3D yazıcınızın kapasitesini profesyonel bir seviyeye taşır; ancak bu güç, beraberinde mekanik bir saldırganlığı da getirir. Pirinç nozzle’ın karbon fiber karşısındaki çaresizliği, malzeme biliminin temel bir kuralıdır: Sert olan, yumuşak olanı her zaman şekillendirir. Eğer projelerinizde karbonun gücüne ihtiyaç duyuyorsanız, ekipmanınızı da bu güce uygun hale getirmek (çelik veya tungsten nozzle’a geçmek) en mantıklı yatırım olacaktır.
Unutmayın; en iyi baskı, sadece iyi ayarlanmış bir yazıcıyla değil, doğru malzeme-ekipman eşleşmesiyle elde edilir.
Polimerlerde Gaz Geçirgenliğini Azaltan Nano Katmanlar
Plastik bir şişedeki gazlı içeceğin neden aylar sonra asidini kaybettiğini veya vakumlu bir paketteki gıdanın nasıl olup da tazeliğini koruduğunu hiç düşündünüz mü? Cevap, polimerlerin “nefes alma” yeteneğinde gizlidir. Gözle baktığımızda kusursuz görünen plastikler, aslında gaz molekülleri için devasa boşluklarla dolu bir süzgeç gibidir. Ancak malzeme bilimi, bu sorunu çözmek için doğanın en küçük yapı taşlarını kullanarak “nano kalkanlar” inşa ediyor.
Bu yazıda, polimerlerde gaz bariyer performansını artıran nano katmanların dünyasına inecek, gıda paketlemeden yakıt tanklarına kadar hayatımızı nasıl değiştirdiklerini inceleyeceğiz.
1. Polimerlerde Geçirgenlik Problemi: Gazlar Nasıl Sızar?
Polimerler, uzun zincirli moleküllerden oluşur. Bu zincirler arasında, “serbest hacim” adı verilen mikroskobik boşluklar bulunur. Oksijen, karbondioksit veya su buharı gibi küçük gaz molekülleri, bu boşlukları kullanarak malzemenin bir tarafından diğer tarafına “zıplayarak” geçerler. Bu sürece difüzyon denir.
- Oksijen Sızıntısı: Gıdaların oksitlenmesine ve bozulmasına neden olur.
- Karbondioksit Kaybı: İçeceklerin asidinin kaçmasına yol açar.
- Nem Girişi: Elektronik cihazların korozyona uğramasına veya toz halindeki ilaçların topaklanmasına neden olur.
2. Nano Katman Teknolojisi: Labirent Etkisi (Tortuosity)
Gaz geçirgenliğini azaltmanın en etkili yolu, gaz moleküllerinin önüne aşılması zor engeller koymaktır. İşte burada nano katmanlar devreye girer. Genellikle nano killer, grafen plakaları veya nano selüloz gibi iki boyutlu yapılar polimerin içine yerleştirilir.
Bu yapılar, polimer içinde tıpkı bir labirent gibi dizilirler. Gaz molekülü kestirmeden karşıya geçmek yerine, bu aşılmaz nano plakaların etrafından dolanmak zorunda kalır. Bu duruma malzeme biliminde “Labirent Etkisi” denir. Yol ne kadar uzarsa, gazın karşı tarafa ulaşma süresi o kadar artar.
3. Bariyer Performansını Artıran Nano Malzeme Türleri
Farklı ihtiyaçlara göre farklı “muhafızlar” kullanılır:
Nano Killer (Nanoclays)
Doğal minerallerden elde edilen ve tabaka şeklinde olan bu killer, en ekonomik bariyer çözümleridir. Gıda paketlemede yaygın olarak kullanılırlar.
Grafen ve Grafen Oksit
Karbonun bu mucizevi formu, gaz molekülleri için tamamen aşılmazdır. Hidrojen gibi en küçük molekülleri bile durdurabilir. Özellikle havacılık ve enerji sektöründe, hafif yakıt tankları üretmek için tercih edilir.
Nano Selüloz
Sürdürülebilir ve biyobozunur bir seçenek arayanlar için bitkilerden elde edilen nano selüloz katmanları, mükemmel bir oksijen bariyeri sunar.
4. Güncel Araştırmalar: 2024 ve 2026 Vizyonu
Son dönemde yapılan araştırmalar, sadece bariyer oluşturmanın ötesine geçerek “akıllı” sistemlere odaklanıyor.
Atomik Katman Biriktirme (ALD): Araştırmacılar, polimer yüzeyine sadece birkaç atom kalınlığında seramik katmanlar (örneğin alüminyum oksit) kaplayarak, esnekliği bozmadan metal seviyesinde bariyer özelliği elde etmeyi başardılar. Bu teknoloji, katlanabilir ekranlı telefonların ömrünü uzatmak için kritik önem taşıyor.
Hibrit Organik-İnorganik Katmanlar: Yeni nesil çalışmalarda, organik polimerlerle inorganik nano katmanlar moleküler düzeyde birbirine kenetleniyor. Bu sayede malzemenin hem darbelere karşı dayanımı artıyor hem de gaz sızdırmazlığı %99 oranında iyileşiyor.
5. Klinik Çalışmalar ve Medikal Uygulamalar
Nano katmanlı polimerlerin “klinik” boyutu, genellikle hassas ilaçların korunması ve yapay organ teknolojileriyle ilgilidir.
- İlaç Raf Ömrü: Bazı biyoteknolojik ilaçlar nem ve oksijene karşı aşırı duyarlıdır. Klinik araştırmalar, nano katmanlı blister ambalajların, bu ilaçların aktivitesini geleneksel ambalajlara göre 2 kat daha uzun süre koruduğunu göstermektedir.
- Yapay Kan Damarları ve İmplantlar: Vücut içine yerleştirilen polimerik yapılarda, dışarıdan doku içine gaz sızması veya vücut sıvılarının implant içine sızıp bozulma yaratması istenmez. Nano katmanlı kaplamalar, bu implantların vücut içindeki ömrünü uzatan koruyucu bir membran görevi görür.
- Oksijen Konsantratörleri: Medikal cihazlarda gazların birbirinden ayrılması (örneğin havadaki azotun tutulup oksijenin geçirilmesi) için nano gözenekli ve katmanlı polimer membranlar üzerine klinik verimlilik çalışmaları yürütülmektedir.
6. Avantajlar ve Risk Değerlendirmesi
Her teknolojik sıçramada olduğu gibi, nano bariyerlerin de artıları ve eksileri vardır.
Avantajlar:
- Hafiflik: Ağır metal veya cam ambalajlar yerine, aynı korumayı sağlayan tüy kadar hafif plastikler kullanılabilir.
- Sürdürülebilirlik: Gıdaların raf ömrünü uzatarak gıda israfını azaltır.
- Esneklik: Koruyucu özelliklerden ödün vermeden esnek ve şeffaf yapılar elde edilebilir.
Riskler ve Sınırlamalar:
- Migrasyon Riski: Nano parçacıkların polimerden kopup gıdaya veya vücut içine sızma (göç etme) olasılığı en büyük tartışma konusudur. Mevcut çalışmalar, doğru “bağlama” yöntemleriyle bu riskin ihmal edilebilir olduğunu gösterse de denetimler sürmektedir.
- Geri Dönüşüm Zorluğu: Farklı nano katmanlar içeren çok tabakalı plastiklerin geri dönüştürülmesi, standart plastiklere göre daha karmaşıktır.
- Maliyet: Yüksek teknoloji ürünü nano malzemelerin (özellikle grafen) üretimi hala maliyetlidir.
7. Endüstriyel Uygulama Alanları
- Gıda ve İçecek: Oksijen bariyeri yüksek et paketleri, gaz kaçırmayan pet şişeler.
- Elektronik: Esnek OLED ekranlar, güneş panelleri.
- Otomotiv ve Uzay: Hidrojen yakıt tankları, hafifletilmiş kompozit gövdeler.
- Tarım: Zararlı gazların sızmasını önleyen tarım filmleri.
8. Gelecek Öngörüsü: Kendi Kendini Onaran Bariyerler
Gelecekte, nano katmanlı polimerler sadece gazı durdurmakla kalmayacak; malzemenin üzerinde bir çizik veya çatlak oluştuğunda, içindeki nano kapsüller patlayarak o bölgeyi tekrar sızdırmaz hale getirecek. Ayrıca, gıda bozulmaya başladığında renk değiştiren “aktif bariyerler” ambalaj sektöründe standart hale gelecek.
Sonuç
Polimerlerde gaz geçirgenliğini azaltan nano katmanlar, modern dünyanın görünmez kahramanlarıdır. Bu teknoloji; daha taze gıdalar, daha dayanıklı elektronik cihazlar ve daha çevreci enerji çözümleri demektir. Nano ölçekteki bu küçük dokunuşlar, makro dünyada devasa ekonomik ve çevresel etkiler yaratmaya devam ediyor. Malzeme bilimindeki bu labirentler, gaz molekülleri için bir son, insanlık için ise yeni bir başlangıçtır.

Bakır Tozu Katkılı Filamentlerin Antimikrobiyal Etkinlik Testleri
İnsanlık tarihi boyunca bakır, sadece bir süs eşyası veya iletken bir metal değil, aynı zamanda şifa veren bir “temas katili” olarak biliniyordu. Eski Mısır’da yaraları temizlemek için, antik Roma’da ise suyu arıtmak için bakır kaplar kullanılırdı. Bugün, bu kadim bilgi modern 3D baskı (Eklemeli İmalat) teknolojisiyle birleşiyor. Bakır tozu katkılı filamentler, dokunulan yüzeylerin kendiliğinden dezenfekte olduğu bir geleceğin kapılarını aralıyor.
Bu yazıda, bakırın mikroorganizmalar üzerindeki ölümcül etkisini, bu etkinin 3D baskılı parçalarda nasıl test edildiğini ve bu teknolojinin hastanelerden okullara kadar hayatımızı nasıl değiştireceğini tüm detaylarıyla inceleyeceğiz.
1. Bakırın “Temas Katili” (Contact Killing) Mekanizması
Bakırın bakterileri, virüsleri ve mantarları öldürme yeteneği, sihir değil, karmaşık bir biyokimyasal süreçtir. Bakır iyonları ($Cu^+$ ve $Cu^{2+}$), mikroorganizmalarla temas ettiğinde bir dizi saldırı başlatır:
- Hücre Zarı Hasarı: Bakır iyonları, bakterinin dış koruma kalkanı olan hücre zarını deler. Bu, hücrenin hayati sıvılarının dışarı sızmasına neden olur.
- Oksidatif Stres: Hücre içine sızan bakır, serbest radikaller üreterek hücrenin metabolizmasını bozar.
- DNA ve RNA Yıkımı: Bakır, mikroorganizmanın genetik materyaline saldırarak onun çoğalmasını ve mutasyona uğrayarak direnç kazanmasını (antibiyotik direnci gibi) imkansız hale getirir.
2. Bakır Katkılı Filamentlerin Üretimi ve Yapısı
3D baskı dünyasında kullanılan bu özel filamentler, genellikle bir polimer matris (PLA, PETG veya ABS) içine mikron boyutunda saf bakır tozlarının homojen bir şekilde karıştırılmasıyla elde edilir.
Ancak burada kritik bir denge vardır: Bakır oranı çok düşük olursa antimikrobiyal etki zayıf kalır; çok yüksek olursa filament kırılganlaşır ve baskı kafasını (nozzle) tıkar. Genellikle ağırlıkça %10 ile %30 arasında değişen bakır oranları, hem basılabilirlik hem de hijyen açısından ideal kabul edilir.
3. Antimikrobiyal Etkinlik Nasıl Test Edilir? (Bilimsel Protokoller)
Bir parçanın “antimikrobiyal” olduğunu iddia etmek yeterli değildir; bunun uluslararası standartlarla kanıtlanması gerekir. Laboratuvarlarda uygulanan temel testler şunlardır:
ISO 22196 Testi (Plastik Yüzeylerde Bakteriyel Aktivite)
Bu, 3D baskılı parçalar için en yaygın kullanılan testtir. Belirli bir miktar bakteri (genellikle E. coli ve S. aureus) bakır katkılı numunenin üzerine bırakılır. 24 saat sonra hayatta kalan bakteri sayısı sayılır. Başarılı bir bakır katkılı filament, bakterilerin %99.9‘unu (3-log azalma) yok etmelidir.
JIS Z 2801 Standartı
Japon sanayi standartlarına dayanan bu yöntem, yüzeyin mikroorganizma büyümesini ne kadar engellediğini ölçer. Bakırın sadece bakterileri öldürmesi değil, aynı zamanda bir “biyofilm” (bakteri tabakası) oluşumuna izin vermemesi beklenir.
Virüsler Üzerinde Etkinlik (ISO 21702)
Pandemi sonrası popülerlik kazanan bu test, bakır yüzeylerin SARS-CoV-2 gibi virüsleri ne kadar sürede inaktive ettiğini ölçer. Saf bakır yüzeylerin virüsü 4 saatten kısa sürede yok ettiği bilinirken, 3D baskılı kompozitlerde bu süre kullanılan polimerin cinsine göre değişiklik gösterebilir.
4. Güncel Araştırmalar: Nanobakır ve Gözenekli Yapılar
2024 ve 2026 yılları arasındaki akademik çalışmalar, bakır tozlarının boyutunu küçülterek etkinliği artırmaya odaklanıyor.
Nano-Bakır Takviyeleri:
Geleneksel mikron boyutlu tozlar yerine nano boyutlu bakır parçacıkları kullanıldığında, yüzey alanı muazzam şekilde artar. Bu, daha az bakır kullanarak daha hızlı bir “temas katili” etkisi yaratılmasını sağlar.
Lattice (Kafes) Yapıların Gücü:
3D baskının sunduğu geometrik özgürlük sayesinde, parçalar gözenekli (lattice) yapılarda basılıyor. Bu yapılar, havadaki patojenlerin takılacağı daha fazla yüzey alanı yaratarak, hava filtreleme sistemlerinde bakırın etkinliğini maksimize ediyor.
5. Klinik Çalışmalar: Hastane Ortamındaki Başarı
Hastaneler, enfeksiyonların en hızlı yayıldığı yerlerdir. Bakır katkılı 3D baskılı parçalar üzerine yapılan bazı klinik saha çalışmaları şunları göstermektedir:
- Stetoskop ve Kapı Kolları: Bakır katkılı filamentle basılan stetoskop başlıkları ve kapı kolu kılıflarının, standart plastik ekipmanlara göre yüzeylerinde %80-90 daha az patojen barındırdığı gözlemlenmiştir.
- Kişiselleştirilmiş Ortezler: Deriyle uzun süre temas eden bileklik veya ayak ortezlerinin bakır katkılı basılması, terleme sonucu oluşan mantar enfeksiyonlarını ve kötü kokuyu (bakteri kaynaklı) önemli ölçüde azaltmıştır.
- COVID-19 Yanıtı: Bazı hastanelerde kullanılan maske aparatlarının ve vantilatör düğmelerinin bakır kompozitlerle değiştirilmesi, çapraz kontaminasyon (virüsün yüzeyden ele geçmesi) riskini düşürmüştür.
6. Avantajlar ve Risk Değerlendirmesi
Avantajlar:
- Sürekli Koruma: Kimyasal dezenfektanlar uçup gider, ancak bakırın etkisi kalıcıdır. Parça aşınsa bile içindeki bakır tozları yüzeye çıkarak korumayı sürdürür.
- Düşük Maliyet: Saf bakırdan parça döktürmek yerine, 3D baskı ile sadece ihtiyaç duyulan bölgeleri bakırla güçlendirmek çok daha ekonomiktir.
- Kişiselleştirme: Her hastanın anatomisine uygun, mikrop barındırmayan tıbbi cihazlar üretilebilir.
Riskler ve Zorluklar:
- Oksidasyon (Paslanma): Bakır zamanla oksitlenerek yeşile dönebilir. Bu durum antimikrobiyal etkinliği tamamen bitirmese de estetik görünümü bozar.
- Mekanik Zayıflık: Polimer içindeki bakır tozları, katmanlar arası yapışmayı zayıflatabilir. Bu nedenle yük taşıyan parçalarda dikkatli kullanılmalıdır.
- Aşındırıcı Etki: Bakır sert bir metaldir. Standart pirinç uçlu 3D yazıcı uçlarını (nozzle) hızla aşındırır. Bu filamentlerle çalışırken çelik uç (hardened steel) kullanılması şarttır.
7. Gelecek Vizyonu: Kendi Kendini Temizleyen Şehirler
Gelecekte toplu taşıma araçlarındaki tutamaklar, okul sıraları ve hatta asansör düğmeleri, fabrikadan çıktığı andan itibaren bakır korumasına sahip olacak. Nesnelerin İnterneti (IoT) ile birleşen bu sistemler, yüzeyin kirlilik seviyesini ölçebilecek, ancak bakır sayesinde dezenfeksiyon işlemini kullanıcıya hissettirmeden kendi kendine yapacaktır.
Sürdürülebilirlik açısından, bu filamentlerin geri dönüştürülmesi sırasında bakırın ayrıştırılması teknik bir zorluk olsa da, “hijyenik geri dönüşüm” protokolleri bu sorunu çözecektir.
Sonuç
Bakır tozu katkılı filamentler, 3D baskıyı sadece bir üretim yöntemi olmaktan çıkarıp bir sağlık koruma kalkanına dönüştürüyor. Laboratuvarlarda yapılan antimikrobiyal testler, bu malzemenin sadece bir pazarlama stratejisi değil, gerçek bir bilimsel başarı olduğunu kanıtlıyor. Görünmez düşmanlara karşı verdiğimiz savaşta, bakırın kadim gücü ve 3D baskının modern esnekliği en büyük müttefikimiz olacak.

UV Dayanımı Yüksek ASA Polimerleri ve Titanyum Dioksit (TiO2)
Dış mekanda kullanılan plastiklerin zamanla sarardığını, çatladığını veya tebeşirlenmiş gibi göründüğünü fark etmişsinizdir. Bu durum, plastiklerin “kriptoniti” olan ultraviyole (UV) ışınlarının eseridir. Ancak malzeme bilimi, bu kadere boyun eğmiyor. Akrilonitril Stiren Akrilat (ASA) polimerleri ve onların en sadık koruyucusu Titanyum Dioksit (TiO2), güneşle olan bu savaşı kazanmak için bir araya geliyor.
Bu yazıda, modern dış mekan uygulamalarının vazgeçilmezi olan ASA polimerlerini, Titanyum Dioksit’in mucizevi beyazlığını ve bu ikilinin teknolojik evliliğini en derin detaylarıyla inceleyeceğiz.
1. ASA Polimeri Nedir? ABS’nin Evrimleşmiş Hali
ASA polimerini anlamak için önce onun kuzeni olan ABS’yi (Akrilonitril Bütadien Stiren) tanımak gerekir. ABS, dayanıklı ve işlenmesi kolay bir plastik olsa da, içindeki “bütadien” (kauçuk) bileşeni UV ışığına karşı çok hassastır. Güneş ışığı ABS’deki bütadien bağlarını koparır, bu da malzemenin hızla gevrekleşmesine neden olur.
ASA, ABS’deki dayanıksız bütadien bileşeninin yerine akrilik kauçuk getirilerek üretilmiştir. Bu basit ama dahice değişim, ASA’ya şu özellikleri kazandırır:
- Üstün UV Direnci: Güneş ışığı altında rengini ve mekanik özelliklerini on yıllarca koruyabilir.
- Yüksek Isıl Kararlılık: Dış mekan sıcaklık değişimlerine karşı boyutlarını korur.
- Estetik Görünüm: Parlak veya mat yüzey seçenekleriyle uzun süre “yeni” gibi görünür.
2. Titanyum Dioksit (TiO2): Beyazın ve Korumanın Gücü
Titanyum Dioksit, doğada bulunan en güçlü beyaz pigmenttir. Ancak ASA polimerlerindeki görevi sadece “beyazlatmak” değildir. TiO2, mikroskobik ölçekte bir UV kalkanı görevi görür.
- Işık Saçılımı: TiO2 kristallerinin yüksek kırılma indisi, gelen UV ışınlarını polimerin içine girmeden önce yansıtarak veya saçarak etkisiz hale getirir.
- Fotokatalitik Koruma: Özel olarak kaplanmış (rutile tipi) TiO2 parçacıkları, UV enerjisini emerek ısıya dönüştürür ve bu enerjinin polimer zincirlerine zarar vermesini engeller.
3. Sinerji: ASA ve TiO2 Birlikte Nasıl Çalışır?
ASA polimeri kendi başına UV’ye dirençli olsa da, TiO2 eklendiğinde bu direnç katlanarak artar. Bu ikili, adeta bir “güneş kremi” etkisi yaratır.
Tebeşirlenmeyi Önleme: Bazı polimerlerde yüzeydeki plastik tabakası aşındığında alttaki pigmentler toz şeklinde dışarı çıkar. TiO2 katkılı ASA’da ise akrilik faz, TiO2 parçacıklarını matris içinde sıkıca tutar ve yüzeyin pürüzsüz kalmasını sağlar.
4. Güncel Araştırmalar: Nanoteknoloji ve Akıllı Kaplamalar
2024-2026 dönemindeki araştırmalar, TiO2’nin “nano” formuna odaklanıyor.
Nano-TiO2 ve Şeffaf Koruma
Geleneksel TiO2 malzemeyi opak (beyaz) yapar. Ancak güncel araştırmalar, nano ölçekteki TiO2 parçacıklarının ASA’yı şeffaf bırakırken aynı zamanda UV koruması sağladığını gösteriyor. Bu, özellikle şeffaf dış mekan panelleri ve seralar için devrim niteliğinde.
Fotokatalitik Kendi Kendini Temizleme
Bazı deneysel ASA-TiO2 kompozitleri, üzerine düşen organik kirliliği (toz, polen, egzoz dumanı) güneş ışığı yardımıyla parçalayabiliyor. Bu sayede, dış cephe kaplamaları yağmurla birlikte kendi kendini yıkayan “akıllı yüzeylere” dönüşüyor.
5. Klinik Çalışmalar ve İnsan Sağlığı Boyutu
“Klinik” kelimesi genellikle tıp için kullanılsa da, malzeme biliminde polimerlerin insan sağlığına ve çevreye etkileri üzerine yapılan biyo-uyumluluk çalışmaları kritik öneme sahiptir.
- Dermatolojik Güvenlik: Dış mekan mobilyalarında kullanılan ASA-TiO2 karışımlarının ciltle teması üzerine yapılan klinik testler, malzemenin inert (tepkisiz) olduğunu ve alerjen riskinin bulunmadığını doğrulamaktadır.
- Hastane Ekipmanları: ASA’nın kimyasal direnci ve TiO2’nin stabil yapısı, bu malzemeyi hastanelerde sürekli dezenfekte edilen cihaz gövdeleri için ideal kılmaktadır. Araştırmalar, UV sterilizasyon cihazlarının (UVC lambaları) altında bile ASA-TiO2 bileşenlerinin yapısal bütünlüğünü koruduğunu göstermektedir.
6. Avantajlar ve Risk Değerlendirmesi
Her teknolojik çözümde olduğu gibi, bu kombinasyonun da bir teraziye konulması gerekir.
Avantajlar:
- Ekonomik Uzun Ömür: Diğer plastikler 2-3 yılda bozulurken, ASA-TiO2 sistemleri 15-20 yıl dayanabilir.
- Renk Stabilitesi: Koyu renklerde bile (özel TiO2 kombinasyonlarıyla) solma minimum düzeydedir.
- İşleme Kolaylığı: Enjeksiyon kalıplama ve 3D baskı (FDM) için mükemmel bir malzemedir.
Riskler ve Dikkat Edilmesi Gerekenler:
- Maliyet: Standart ABS’ye göre daha pahalıdır. Ancak uzun ömürlülük bu maliyeti telafi eder.
- Fotokatalitik Aktivite: Eğer TiO2 partikülleri doğru şekilde kaplanmamışsa (alümina veya silika ile), güneş altında polimeri korumak yerine onu içeriden “yakabilir”. Bu nedenle kaliteli hammadde seçimi kritiktir.
- Sertlik: ASA, ABS’ye göre biraz daha sert ve az esnektir; bu durum tasarım aşamasında göz önünde bulundurulmalıdır.
7. Uygulama Alanları: Dünyayı Kaplıyoruz
- Otomotiv: Aynalar, ızgaralar ve güneş altında kalan tüm dış plastik aksamlar.
- İnşaat: Dış cephe kaplamaları (siding), pencere profilleri ve çatı olukları.
- Denizcilik: Tuzlu su ve yoğun UV ışığına maruz kalan tekne konsolları ve ekipmanları.
- 3D Baskı: Dış mekanda kullanılacak prototipler ve fonksiyonel parçalar için en iyi mühendislik filamenti.
8. Gelecek Vizyonu: Sürdürülebilirlik ve Geri Dönüşüm
Gelecekte, ASA ve TiO2’nin geri dönüşüm süreçleri üzerine daha fazla çalışma göreceğiz. Özellikle “geri dönüştürülmüş ASA” (rASA) içine eklenen taze TiO2 takviyeleriyle, eski otomobil parçalarının yeniden yüksek kaliteli dış mekan ürünlerine dönüştürülmesi hedefleniyor. Bu, döngüsel ekonominin en parlak örneklerinden biri olacaktır.
Sonuç
ASA polimerleri ve Titanyum Dioksit, güneşin yıkıcı gücüne karşı insan yapımı en başarılı savunma hatlarından biridir. Biri yapıyı korurken diğeri ışığı yöneten bu iki bileşen, modern dünyamızın daha renkli, daha dayanıklı ve daha güvenli olmasını sağlıyor. Eğer dış mekanda kullanılacak bir ürün tasarlıyorsanız veya satın alıyorsanız, içinde bu “altın ikilinin” olup olmadığını kontrol etmek, geleceğe yapılan bir yatırımdır.
Güneş artık bir tehdit değil, malzemenizin dayanıklılığını sergileyeceği bir sahnedir.

Polimer Matrisli Yapılarda Çatlak İlerlemesini Durduran Nano Yapılar
Günlük hayatta kullandığımız telefon kılıflarından devasa uçak gövdelerine, diş dolgularından uzay araçlarına kadar her yerde polimerler (plastikler ve reçineler) var. Ancak bu malzemelerin sinsi bir düşmanı var: Mikro çatlaklar. Gözle görülmeyen bu küçük yarıklar, zamanla birleşerek malzemenin aniden ve trajik bir şekilde kırılmasına neden olur.
Bilim dünyası, bu sorunu çözmek için doğadan ilham alarak malzemenin içine “nano-korumalar” yerleştirmeye başladı. Bu yazıda, nano yapıların polimerlerin içinde nasıl bir savunma hattı kurduğunu ve çatlakları nasıl dondurduğunu keşfedeceğiz.
1. Çatlak Neden İlerler? Polimerlerin Yumuşak Karnı
Polimerler, uzun molekül zincirlerinden oluşur. Bir polimer yapı stres altına girdiğinde (eğildiğinde veya çekildiğinde), bu zincirler arasındaki bağlar kopmaya başlar.
- Gerilme Yığılması: Çatlağın en uç noktası (tepe noktası), stresin en yoğun olduğu yerdir.
- Enerji Boşalımı: Çatlak ilerledikçe, malzeme içindeki birikmiş enerji açığa çıkar ve bu enerji çatlağın daha da hızlı büyümesini sağlar.
Eğer bu enerji akışını kesecek bir engel yoksa, küçücük bir çizik saniyeler içinde malzemenin ikiye bölünmesine yol açabilir. İşte nano yapılar tam bu noktada devreye girer.
2. Savunma Stratejileri: Nano Yapılar Çatlağı Nasıl Durdurur?
Nano ölçekteki (metrenin milyarda biri) yapılar, polimer matrisin içine eklendiğinde çatlağa karşı üç ana savunma mekanizması geliştirir:
A. Çatlak Köprüleme (Crack Bridging)
Nano tüpler veya nano lifler, çatlağın iki yakası arasında bir “köprü” kurar. Çatlak ilerlemeye çalıştığında, bu güçlü nano yapılar çatlağın açılmasını fiziksel olarak engeller. Enerji, çatlağı büyütmek yerine bu güçlü lifleri koparmaya veya yerinden çıkarmaya harcanır.
B. Çatlak Sapması (Crack Deflection)
Çatlak dümdüz ilerlemek ister. Karşısına sert bir nano parçacık (örneğin grafen tabakası veya nano kil) çıktığında, çatlak bu engelin etrafından dolanmak zorunda kalır. Yol uzadıkça çatlağın ilerleme enerjisi tükenir ve sonunda durur.
C. Matris Deformasyonu ve Mikro Boşluk Oluşumu
Nano parçacıklar, çevrelerindeki polimer zincirlerini daha esnek hale getirebilir. Çatlak ucu bu bölgeye geldiğinde, enerji parçacık etrafında mikro boşluklar oluşturarak dağılır. Bu, bir darbeyi emen hava yastığına benzer.
3. Güncel Araştırmalar: Kendi Kendini İyileştiren (Self-Healing) Polimerler
2024 ve 2026 yılları arasındaki akademik çalışmalar, sadece çatlağı durdurmaya değil, onu “tedavi etmeye” odaklanıyor.
Mikro-Kapsül Teknolojisi: Polimerin içine nano-kapsüller yerleştirilir. Bu kapsüllerin içinde “onarıcı reçine” bulunur. Bir çatlak oluşup kapsüle çarptığında, kapsül patlar ve içindeki sıvı çatlağa dolar. Havayla veya matris içindeki sertleştiriciyle temas eden sıvı donar ve çatlağı “diker”.
Grafen ve MXene Katkıları: Son araştırmalar, iki boyutlu (2D) nano yapıların (Grafen ve MXene) polimerlerin yorulma direncini %400’e kadar artırabildiğini gösteriyor. Bu yapılar o kadar ince ve geniştir ki, çatlağın geçebileceği hiçbir boşluk bırakmazlar.
4. Klinik Çalışmalar ve Biyomedikal Devrim
Polimer matrisli nanokompozitlerin en kritik uygulama alanlarından biri insan vücududur.
- Diş Restorasyonları: Diş dolgularında kullanılan epoksi bazlı rezinler, çiğneme kuvveti nedeniyle zamanla mikro çatlaklar oluşturur. Klinik çalışmalarda, silika nano-küreleri eklenen dolguların, geleneksel dolgulara göre 5 kat daha uzun süre çatlamadan kaldığı kanıtlanmıştır.
- Yapay Kemik ve Protezler: Kemik implantlarında kullanılan polimerlerin kırılması felaketle sonuçlanabilir. Hidroksiapatit nano-lifleri ile güçlendirilmiş polimerler, hem kemikle mükemmel uyum sağlar hem de vücut içindeki stres altında çatlak ilerlemesine direnç gösterir.
- Akıllı Stentler: Damar içine yerleştirilen polimer stentlerin içine yerleştirilen nano yapılar, malzemenin damar duvarına uyum sağlarken oluşabilecek mikro yırtılmaları engellemek üzere tasarlanmaktadır.
5. Avantajlar ve Risk Değerlendirmesi
Her teknolojide olduğu gibi, nano yapıların kullanımında da bir denge söz konusudur.
Avantajlar:
- Uzun Ömür: Ürünlerin kullanım süresini dramatik şekilde artırarak atık oluşumunu azaltır.
- Güvenlik: Kritik parçaların (uçak motoru, tıbbi implant) aniden kırılma riskini minimize eder.
- Hafiflik: Daha az malzeme ile daha yüksek dayanım elde edilmesini sağlar.
Riskler ve Sınırlamalar:
- Topaklanma (Agglomeration): Nano yapılar birbirine yapışmayı sever. Eğer homojen dağılmazlarsa, polimer içinde “zayıf noktalar” oluşturarak çatlağın oradan başlamasına neden olabilirler.
- Toksisite: Vücut içine yerleştirilen nano yapıların, malzeme aşındığında dokulara sızma ve hücrelere zarar verme riski hala titizlikle incelenmektedir.
- Geri Dönüşüm: Nano yapılarla güçlendirilmiş polimerlerin geleneksel yöntemlerle geri dönüştürülmesi oldukça zordur.
6. Gelecek Vizyonu: Yaşayan Malzemeler
Gelecekte, nano yapılar sayesinde malzemelerimiz birer canlı organizma gibi davranacak. Bir uçak kanadı, üzerindeki mikro çatlağı hissedip pilotu uyaracak ve aynı zamanda o bölgeye onarıcı nano robotlar göndererek çatlağı durduracak.
Özellikle uzay madenciliği ve derin deniz araştırmalarında, bu “çatlak durdurucu” teknolojiler hayati önem taşıyacak. Basınç ve sıcaklık farklarının ekstrem olduğu ortamlarda, polimerlerin dayanıklılığı tamamen içlerindeki nano muhafızlara emanet olacak.
Sonuç
Polimer matrisli yapılarda çatlak ilerlemesini durduran nano yapılar, malzeme biliminin sessiz kahramanlarıdır. Bu teknoloji, dünyayı daha dayanıklı, daha hafif ve daha güvenli bir yer haline getiriyor. Mikro dünyadaki bu küçük müdahaleler, makro dünyada devasa değişimler yaratarak teknoloji tarihini yeniden yazıyor.
Çatlaklar her zaman oluşabilir, ancak nano yapılar sayesinde artık onların “son sözü” söylemesine izin vermiyoruz.
Manyetik Nanopartiküllerle 3D Baskıda Yönelim Kontrolü
Teknoloji dünyasında “akıllı üretim” denildiğinde genellikle yazılımlar ve robotik kollar akla gelir. Ancak malzeme biliminin en derinlerinde, mikroskobik ölçekte gerçekleşen bir devrim var: Manyetik Nanopartiküller (MNP). 3D baskı (eklemeli imalat) teknolojisiyle birleşen bu küçük ama güçlü parçacıklar, malzemelerin sadece dış şeklini değil, iç moleküler mimarisini de kontrol etmemize olanak tanıyor.
Bu yazıda, manyetik alanların 3D yazıcılarda birer “görünmez el” gibi kullanılarak malzemelere nasıl yön verdiğini, bu teknolojinin tıptan mühendisliğe kadar neleri değiştirdiğini detaylıca inceleyeceğiz.
1. 3D Baskıda “Yönelim” Neden Önemlidir?
Bir kompozit malzemeyi güçlendirmek için içine lifler veya parçacıklar eklediğinizde, bu parçacıkların nasıl dizildiği malzemenin kaderini belirler. Eğer tüm parçacıklar rastgele dağılırsa, malzeme her yönde “ortalama” bir performans gösterir. Ancak parçacıkları belirli bir yöne dizerseniz (yönelim kontrolü), o yönde çelikten daha güçlü, diğer yönde ise kauçuk kadar esnek yapılar elde edebilirsiniz.
Doğada bunun en iyi örneği kemiklerimiz ve ağaç lifleridir. Kemikler, üzerlerine binen yükün yönüne göre mikroskobik bir dizilime sahiptir. İşte manyetik yönelim kontrolü, doğanın milyonlarca yılda yaptığı bu optimizasyonu, 3D yazıcı kafasında saniyeler içinde yapmamızı sağlar.
2. Mekanizma: Manyetik Alan Malzemeye Nasıl Şekil Verir?
Süreç aslında oldukça zarif bir mantığa dayanır. 3D yazıcının kullandığı hammaddeye (reçine veya polimer) çok düşük oranlarda manyetik duyarlılığı olan nano parçacıklar eklenir.
- Hammadde Hazırlama: Reçine içine dağıtılan nano çubuklar veya plakalar, normalde karmaşık bir düzende durur.
- Manyetik Alan Uygulama: Yazıcı kafası malzemeyi katman katman sererken, baskı alanının etrafına yerleştirilen elektromıknatıslar devreye girer.
- Hizalanma: Reçine içindeki manyetik duyarlı parçacıklar, manyetik alan çizgilerini takip ederek tıpkı bir pusula iğnesi gibi aynı yöne dönerler.
- Sabitleme: Parçacıklar istenen yöne dizildiği anda, yazıcının UV ışığı veya soğutma sistemi malzemeyi dondurur. Böylece o mikroskobik dizilim kalıcı hale gelir.
3. Güncel Araştırmalar: Programlanabilir Maddeler
2024 ve 2026 yılları arasındaki araştırmalar, bu teknolojiyi “statik” parçalar üretmenin ötesine taşıyarak “4D Baskı” kavramına odaklanmaktadır.
Morfolojik Değişim Gösteren Yapılar
Zürih Federal Teknoloji Enstitüsü (ETH Zurich) ve benzeri kurumlarda yapılan çalışmalarda, manyetik alanla yönlendirilmiş parçacıklar içeren yumuşak robotlar geliştiriliyor. Bu robotlar, baskıdan sonra dışarıdan bir manyetik alan uygulandığında önceden programlanmış bir şekilde bükülüp katlanabiliyor. Bu, pilsiz ve motoru olmayan, sadece manyetikle çalışan mikro cerrahi robotlarının önünü açıyor.
Yerel Sertlik Kontrolü
Yeni nesil araştırmalar, tek bir parçanın içinde farklı bölgelerde farklı yönelimler oluşturmayı başardı. Örneğin, bir protezin eklem yerleri esnek bırakılırken, yük binen kısımları manyetik yönelimle ultra sert hale getirilebiliyor. Bu, malzemeyi “programlamak” anlamına geliyor.
4. Klinik Çalışmalar ve Biyomedikal Devrim
Manyetik nanopartiküllerin 3D baskıda kullanımı, özellikle rejeneratif tıp (yenileyici tıp) alanında klinik öncesi ve klinik araştırmaların merkezinde yer alıyor.
- Yapay Kıkırdak Dokusu: Kıkırdak, katmanlı ve yönlü bir yapıya sahiptir. Klinik çalışmalar, manyetik alanla yönlendirilmiş kolajen liflerinin, kök hücrelerin kıkırdak hücresine dönüşme hızını %40 oranında artırdığını göstermektedir. Hücreler, yönlendirilmiş bu mikro yolları takip ederek daha doğal bir iyileşme sergiliyor.
- Sinir Onarımı: Kopan sinirlerin onarımı için basılan 3D “iskeleler” (scaffolds), içine eklenen manyetik nano yollar sayesinde sinir uçlarının birbirine doğru büyümesini kolaylaştırıyor. Fareler üzerinde yapılan deneylerde, manyetik yönelimli implantların duyusal fonksiyonları geri kazanma süresini kısalttığı gözlemlenmiştir.
- Akıllı İlaç Taşıyıcılar: 3D baskı ile üretilen manyetik duyarlı kapsüller, vücut içinde bir manyetik alan yardımıyla tam olarak tümörün bulunduğu noktaya yönlendirilebiliyor ve orada ilacı salması için tetiklenebiliyor.
5. Avantajlar ve Risk Değerlendirmesi
Her devrimsel teknolojide olduğu gibi, bu yöntemin de sunduğu muazzam fırsatların yanında aşılması gereken engeller bulunmaktadır.
Avantajlar:
- Hafiflik ve Güç: Malzemeyi her yönden değil, sadece ihtiyaç duyulan yönden güçlendirdiğiniz için parçalar çok daha hafif olur.
- Fonksiyonellik: Aynı parça içinde hem iletken hem yalıtkan veya hem sert hem yumuşak bölgeler oluşturulabilir.
- Temassız Kontrol: Malzemeye dokunmadan, manyetik alanlar üzerinden müdahale etme lüksü sunar.
Riskler ve Sınırlar:
- Biyouyumluluk: Kullanılan manyetik nanopartiküllerin (örneğin demir oksit) vücut içinde uzun vadeli toksisite etkileri hala araştırma konusudur. Bazı nanopartiküller hücre zarında birikebilir.
- Alan Karmaşıklığı: Çok büyük parçalarda (örneğin bir uçak kanadı) her noktada aynı hassasiyette manyetik alan oluşturmak teknik olarak zordur.
- Maliyet: Hem manyetik nanopartiküllerin üretimi hem de bu özel yazıcı sistemlerinin kurulumu geleneksel 3D yazıcılara göre çok daha pahalıdır.
6. Gelecek Vizyonu: Manyetik Zeka
Önümüzdeki on yıl içinde, manyetik nanopartiküllerle 3D baskı teknolojisinin “hibrit” sistemlere dönüşmesi bekleniyor. Yapay zeka, bir parçanın üzerindeki stres noktalarını analiz edecek ve manyetik alan jeneratörlerine gerçek zamanlı komutlar göndererek parçanın her mikrometresinde ideal lif dizilimini oluşturacak.
Ayrıca, “akıllı implantlar” çağı başlayacak. Vücudunuza yerleştirilen 3D baskılı bir stent, dışarıdan uygulanan bir manyetik alanla genişletilebilecek veya daraltılabilecek. Bu, cerrahi müdahaleye gerek kalmadan hastanın durumuna göre ayarlanabilen tıbbi cihazlar anlamına geliyor.
Sonuç
Manyetik nanopartiküllerle 3D baskıda yönelim kontrolü, bize maddenin iç dünyasına hükmetme şansı veriyor. Artık sadece “ne” ürettiğimizle değil, malzemenin içindeki parçacıkların “nereye baktığıyla” da ilgileniyoruz. Bu mikroskobik yönlendirme, makro dünyada daha güvenli uçaklar, daha hızlı iyileşen hastalar ve daha verimli makineler olarak karşımıza çıkıyor. Görünmez manyetik alanlar, geleceğin üretim bandındaki en yetenekli işçiler olmaya aday.

Şekil Hafızalı Polimerlerde Tetikleme Mekanizmaları: Isı vs. Işık
Hayal edin: Bir cerrah, hastanın vücuduna küçük bir kesiden incecik bir plastik şerit yerleştiriyor. Bu şerit, vücut ısısıyla temas ettiği anda önceden programlanmış karmaşık bir kalp kapakçığına veya destekleyici bir stente dönüşüyor. Bu bir bilim kurgu sahnesi değil; Şekil Hafızalı Polimerlerin (SMP – Shape Memory Polymers) sunduğu gerçekliğin ta kendisidir.
Akıllı malzemeler sınıfının en popüler üyelerinden olan SMP’ler, dışarıdan gelen bir uyarıcı (tetikleyici) ile geçici ve deforme olmuş bir formdan, orijinal “hafızasındaki” formuna geri dönebilen büyüleyici maddelerdir. Peki, bu dönüşümü ne başlatır? Bugünün dünyasında en çok yarışan iki dev mekanizmayı mercek altına alıyoruz: Isı ve Işık.
1. Şekil Hafızası Etkisi (SME) Nasıl Çalışır?
Bir polimerin “hatırlaması” için moleküler düzeyde iki temel yapıya ihtiyacı vardır:
- Sabit Bağlar (Netpoints): Orijinal şekli belirleyen ve malzemenin tamamen erimesini engelleyen kimyasal veya fiziksel düğümler.
- Anahtarlama Birimleri (Switching Segments): Tetikleyiciye yanıt veren ve şekil değişimine izin veren esnek zincirler.
Malzeme önce ısıtılır veya belirli bir işleme tabi tutulur, yeni bir şekle sokulur ve o şekilde “dondurulur”. Tetikleyici (ısı veya ışık) uygulandığında, bu esnek zincirler tekrar hareket kazanır ve sabit bağların çektiği orijinal yöne doğru hızla geri dönerler.
2. Isıl Tetikleme: Klasik ve Güçlü Mekanizma
Isı ile tetiklenen SMP’ler (Thermo-responsive SMPs), bu alanın en eski ve en yaygın kullanılan türüdür. Mekanizma oldukça basittir: Malzeme, Cam Geçiş Sıcaklığı (Tg) veya Erime Sıcaklığı (Tm) adı verilen kritik bir eşiğe kadar ısıtıldığında moleküler hareketlilik artar ve geri dönüş başlar.
Avantajları:
- Basitlik: Isı her yerdedir. Sıcak su, hava akımı veya vücut ısısı tetikleme için yeterli olabilir.
- Hızlı Yanıt: Eşik değerine ulaşıldığında dönüşüm genellikle saniyeler içinde tamamlanır.
- Yüksek Kuvvet: Isıl SMP’ler, dönüşüm sırasında önemli bir mekanik iş yapabilirler (ağır bir yükü kaldırmak gibi).
Riskler ve Sınırlamalar:
- Çevre Hassasiyeti: Çevre sıcaklığının kontrol edilemediği durumlarda (örneğin sıcak bir yaz günü dışarıda bırakılan bir parça) istenmeyen tetiklenmeler yaşanabilir.
- Hassas Dokular: Tıbbi uygulamalarda, tetikleme sıcaklığı vücut dokusuna zarar vermeyecek kadar düşük (genellikle 37°C – 42°C arası) tutulmalıdır.
3. Işıkla Tetikleme: Hassasiyetin ve Uzaktan Kontrolün Zirvesi
Işıkla tetiklenen SMP’ler (Light-responsive SMPs), malzemeye temas etmeden, belirli bir dalga boyundaki ışığı (UV, görünür ışık veya kızılötesi) kullanarak şekil değişimini başlatır. Burada mekanizma genellikle “fotokimyasal” veya “fototermal”dir.
- Fotokimyasal: Işık, polimer zincirleri arasındaki bağların kopmasını veya yeni bağların oluşmasını sağlar.
- Fototermal: Malzemenin içindeki nano-partiküller ışığı emer ve yerel olarak ısıya dönüştürür, bu da dolaylı olarak ısıl şekil hafızasını tetikler.
Avantajları:
- Uzaktan Kontrol: Fiziksel bir temas veya ortam ısısını değiştirmeye gerek kalmadan, uzaktan bir lazer veya LED ile tetikleme yapılabilir.
- Bölgesel Kontrol: Malzemenin tamamını değil, sadece ışığın düştüğü noktayı hareket ettirebilirsiniz. Bu, mikro-robotik uygulamaları için mükemmeldir.
- Hız Ayarı: Işığın yoğunluğu değiştirilerek dönüşüm hızı milimetrik olarak ayarlanabilir.
Riskler ve Sınırlamalar:
- Nüfuz Etme Sorunu: Işık, çok kalın malzemelerin derinliklerine ulaşmakta zorlanabilir.
- UV Zararları: Eğer tetikleyici olarak ultraviyole (UV) ışık kullanılıyorsa, bu durum biyolojik dokularda DNA hasarına yol açabilir.
4. Güncel Araştırmalar: 2024-2026 Trendleri
Son yıllarda araştırmalar “tekli” tetikleyicilerden “çoklu” tetikleyicilere kaymış durumda.
Hibrit Tetikleme Sistemleri:
Yeni nesil polimerler hem ısıya hem de ışığa duyarlı olarak tasarlanıyor. Örneğin, malzeme ısı ile “A” şekline, ardından farklı bir dalga boyundaki ışıkla “B” şekline dönüşebiliyor. Buna “Üçlü Şekil Hafızası” deniyor.
Yapay Zeka Destekli Tasarım:
Moleküler dizilim artık yapay zeka tarafından optimize ediliyor. Hangi dalga boyunda ışığın, malzemenin hangi bölgesinde ne kadarlık bir bükülme yaratacağı, laboratuvara girmeden önce bilgisayar ortamında %99 doğrulukla simüle ediliyor.
5. Klinik Çalışmalar ve Tıbbi Uygulamalar
SMP’lerin asıl “kahramanlık” hikayeleri hastanelerde yazılıyor.
- Kendi Kendini Sıkan Dikişler (Self-Tightening Sutures): Klinik çalışmalar, ameliyat sonrası yara kapandıktan sonra vücut ısısıyla hafifçe gerilen ve yarayı daha sıkı tutan SMP dikiş iplerinin iyileşme süresini %30 kısalttığını gösteriyor.
- Vasküler Stentler: Damar tıkanıklıklarında, soğuk halde damara sokulan stent, vücut ısısına ulaştığında genişleyerek damarı açıyor. Işıkla tetiklenen versiyonlar üzerinde yapılan deneylerde, stentin yerleşimi bittikten sonra bir optik fiber aracılığıyla ışık gönderilerek stentin “tam kıvamında” açılması hedefleniyor.
- Ortodontik Teller: Diş tellerinde SMP kullanımı, tellerin her ay manuel sıkılması yerine, ağız içindeki sürekli ısı değişimiyle dişe sabit ve nazik bir kuvvet uygulamasını sağlıyor.
6. Avantaj – Risk Karşılaştırması: Hangisi Daha İyi?
| Özellik | Isıl Tetikleme | Işıkla Tetikleme |
| Kontrol | Küresel (Tüm malzeme) | Bölgesel (Noktasal) |
| Temas | Genellikle temas gerektirir | Temassız (Uzaktan) |
| Maliyet | Düşük / Ekonomik | Yüksek (Lazer/Özel ışık kaynağı) |
| Hassasiyet | Orta | Çok Yüksek |
| Biyouyumluluk | Isı kontrol edilirse çok iyi | Işık türüne göre değişir (UV risklidir) |
7. Gelecek Vizyonu: Akıllı Şehirlerden Uzay Yolculuğuna
Şekil hafızalı polimerler sadece tıp ile sınırlı değil. Gelecekte:
- Güneş Panelleri: Sabah güneş ışığıyla (ışık tetiklemesi) otomatik olarak açılan ve gece soğukta kendi kendine katlanan uydu panelleri.
- Akıllı Tekstil: Vücut terlediğinde ve ısındığında (ısı tetiklemesi) gözenekleri açılan, serinleyince kapanan kumaşlar.
- Havacılık: Uçuş sırasında havanın sürtünme ısısıyla kanat şeklini değiştiren ve yakıt tasarrufu sağlayan uçaklar.
Sonuç
Isı ve ışık; her ikisi de şekil hafızalı polimerlerin dünyasında kendine has krallıklara sahip. Isı, gücü ve basitliği ile endüstriyel devrimleri sürüklerken; ışık, zarafeti ve cerrahi hassasiyeti ile mikroskobik mucizelere imza atıyor. Geleceğin malzemeleri, bu iki tetikleyiciyi belki de aynı yapı içinde kullanarak, insan müdahalesine ihtiyaç duymadan “düşünen ve tepki veren” yapılar oluşturmamızı sağlayacak.
Akıllı malzemelerin bu sessiz ama güçlü dansı, teknolojiye bakış açımızı şekillendirmeye devam edecek.
Nanofiber Takviyeli Polimerlerin Mikro-Mekanik Analizi
Malzeme bilimi, tarih boyunca insanlığın sınırlarını belirlemiştir. Taş devrinden demir devrine, oradan silikon çağına geçtik. Bugün ise “Nano-Kompozit” çağına adım atıyoruz. Bir saç telinden binlerce kat daha ince olan liflerin (nanofiberlerin), plastik benzeri polimer yapıları nasıl çelikten daha güçlü, tüyden daha hafif hale getirdiğini hiç merak ettiniz mi? Bu mucizenin arkasında yatan sır, mikro-mekanik analiz denilen, malzemenin en derinlerine inen bir mühendislik disiplinidir.
Bu yazıda, nanofiber takviyeli polimerlerin (NFRP) mikroskobik dünyasına yolculuk yapacak, bu malzemelerin nasıl tasarlandığını, avantajlarını ve geleceğimizi nasıl şekillendireceğini inceleyeceğiz.
1. Nanofiber ve Polimer İşbirliği: Nedir Bu Malzemeler?
Bir yapıyı güçlendirmek için içine lif eklemek yeni bir fikir değildir. Binlerce yıl önce kerpiç evleri güçlendirmek için çamurun içine saman eklenirdi. Nanofiber takviyeli polimerlerde de mantık aynıdır, ancak ölçek çok farklıdır.
- Polimer (Matris): Malzemenin ana gövdesini oluşturur. Genellikle esnektir ancak tek başına çok güçlü değildir.
- Nanofiber (Takviye): Genellikle karbon, cam veya biyopolimerlerden üretilen, çapı nanometre seviyesinde olan liflerdir. Bu lifler, polimerin içine dağıtılarak yükü üstlenen “mikro-iskelet” sistemini oluşturur.
Mikro-Mekanik Analiz Neden Önemlidir? Bu malzemeyi bir bütün olarak değil, liflerin ve matrisin etkileşimde olduğu küçük bir “mikro-evren” olarak incelemektir. Liflerin yönü, uzunluğu ve polimerle olan bağı, malzemenin kırılıp kırılmayacağını belirleyen temel faktörlerdir.
2. Mikro-Mekanik Analizin Temelleri: Mukavemet Nereden Gelir?
Bir kompozit malzemenin performansını anlamak için mühendisler “Temsili Hacim Elemanı” (RVE) adı verilen küçük modeller kullanırlar. Bu analizlerde şu üç temel soruya yanıt aranır:
- Yük Aktarımı: Polimer üzerindeki yük, nanofibere ne kadar başarılı aktarılıyor? Eğer aradaki bağ zayıfsa, lifler kayar ve malzeme hızla kopar.
- Yönelim Etkisi: Lifler gelişi güzel mi dağılmış, yoksa belirli bir yöne mi bakıyorlar? Belirli bir yöne bakan lifler, o yönde malzemenin mukavemetini 10 kat artırabilir.
- Kritik Lif Uzunluğu: Nanofiberler çok kısa olursa yükü taşıyamaz, çok uzun olursa üretim sırasında topaklanma yapar. Mikro-mekanik analiz, en ideal uzunluğu belirlemeye yardımcı olur.
3. Güncel Araştırmalar: Kendi Kendini İzleyen Malzemeler
2025 ve 2026 yıllarına ait akademik çalışmalar, nanofiberlerin sadece güçlendirici değil, aynı zamanda “haberci” olarak kullanılmasına odaklanıyor.
Piezodirençli Nanofiberler: Araştırmacılar, karbon bazlı nanofiberleri polimerin içine öyle bir yerleştiriyorlar ki, malzeme üzerine yük bindiğinde elektriksel direnci değişiyor. Bu, malzemenin bir “sinir sistemi” varmış gibi davranmasını sağlıyor. Örneğin, bir uçağın kanadı yorulmaya başladığında, içindeki nanofiberler bu durumu elektriksel olarak rapor edebiliyor.
Elektroeğirme (Electrospinning) ile Tasarım: Nanofiberlerin üretiminde kullanılan elektroeğirme yöntemi, artık mikro-mekanik modellerle entegre çalışıyor. Bilgisayarda tasarlanan en ideal lif dizilimi, bu cihazlarla milimetrik hassasiyetle gerçeğe dönüştürülüyor.
4. Biyomedikal ve Klinik Çalışmalar: Yapay Dokulara Doğru
Nanofiber takviyeli polimerlerin en heyecan verici klinik uygulamaları doku mühendisliğinde görülmektedir.
- Yapay Kıkırdak Araştırmaları: Kıkırdak dokusu, doğal bir nanofiber kompozitidir. Bilim insanları, polikaprolakton (PCL) polimerini biyosentetik nanofiberlerle güçlendirerek insan kıkırdağına en yakın mekanik tepkiyi veren implantlar geliştiriyor. Klinik öncesi çalışmalarda, bu implantların doğal kıkırdak kadar şok emici olduğu kanıtlanmıştır.
- Sinir Rejenerasyonu: Nanofiberler, kopan sinir uçlarının birbirine doğru büyümesi için bir “kılavuz yol” görevi görür. Mikro-mekanik analiz, bu liflerin sinir hücrelerinin uyguladığı zayıf kuvvetlere karşı nasıl tepki vereceğini modelleyerek en uygun esnekliği sağlar.
- İlaç Salınım Sistemleri: Nanofiber ağları, ilaç moleküllerini polimer matrisi içinde hapseder. Malzemenin mekanik olarak yavaşça bozulması (biyobozunurluk), ilacın vücuda kontrollü bir şekilde yayılmasını sağlar.
5. Avantajlar ve Risk Değerlendirmesi: Her Şey Kusursuz mu?
Bu ileri teknoloji malzemeler muazzam bir potansiyel sunsa da, mühendislik dünyasında her çözümün bir maliyeti ve riski vardır.
Avantajlar:
- Üstün Hafiflik: Alüminyumdan daha hafif, çelikten daha dayanıklı parçalar üretilebilir.
- Kişiselleştirilebilir Yapı: Malzemenin sertliği veya esnekliği, liflerin mikro düzeydeki dizilimiyle tam istendiği gibi ayarlanabilir.
- Enerji Sönümleme: Çarpışma anında enerjiyi mükemmel dağıtırlar, bu da otomotiv güvenliğinde devrim demektir.
Riskler ve Zorluklar:
- Topaklanma Sorunu (Agglomeration): Nanofiberler çok küçük oldukları için birbirlerine yapışma eğilimindedir. Eğer polimer içinde homojen dağılmazlarsa, güçlendirmek yerine malzemeyi daha kırılgan hale getirebilirler.
- Üretim Maliyeti: Nanofiber üretimi ve bu liflerin polimer matrisine hassas şekilde yerleştirilmesi hala pahalı ve zaman alan bir süreçtir.
- Zamanla Bozunma (Yaşlanma): Mikro düzeydeki çatlaklar dışarıdan görünmeyebilir. Malzemenin içten içe “yorulması” uzun vadeli bir risk oluşturabilir.
6. Geleceğin Dünyasında NFRP: Nereye Gidiyoruz?
Gelecekte, nanofiber takviyeli polimerler sayesinde binalarımız deprem sırasında esneyecek ama yıkılmayacak, protez uzuvlar gerçek kemik ve kas hissini verecek kadar doğal tepki verecek.
Özellikle uzay madenciliği ve Mars görevlerinde, radyasyona dayanıklı ve ultra hafif nanofiber kompozitlerin kullanımı kaçınılmazdır. Mikro-mekanik analiz yazılımları, yapay zeka ile birleşerek saniyeler içinde binlerce farklı tasarım kombinasyonunu deneyip bize en uygun malzemeyi sunacak.
Sonuç
Nanofiber takviyeli polimerlerin mikro-mekanik analizi, sadece formüllerden ibaret bir mühendislik dalı değildir; bu, doğanın en küçük yapı taşlarını kullanarak devasa sorunları çözme sanatıdır. Malzemelerin “iç sesini” dinleyen bu analizler sayesinde, daha güvenli, daha verimli ve daha sağlıklı bir geleceğin kapılarını aralıyoruz. Bir sonraki seyahat ettiğiniz uçakta veya kullandığınız yüksek teknolojili bir spor ekipmanında, bu görünmez nanoliflerin size sunduğu güveni hatırlayın.

Sıvı Kristal Polimerler (LCP) ve 3D Baskı Uygulamaları
Malzeme bilimi dünyasında, bazen doğanın kendi geometrisinden ilham alan öyle maddeler vardır ki, modern mühendisliğin sınırlarını baştan çizerler. Sıvı Kristal Polimerler (LCP – Liquid Crystal Polymers), hem sıvıların akışkanlığını hem de katı kristallerin düzenli yapısını aynı potada eriten, “süper polimerler” sınıfının en seçkin üyelerinden biridir. Geleneksel üretim yöntemleriyle şekillendirilmesi oldukça zor olan bu malzemeler, günümüzde 3D baskı (Eklemeli İmalat) teknolojileriyle birleşerek havacılıktan tıbba kadar pek çok sektörde oyunun kurallarını değiştiriyor.
Bu yazıda, LCP’lerin gizemli moleküler yapısından 3D baskıdaki teknik zorluklarına, güncel klinik araştırmalardan gelecek vaat eden uygulamalarına kadar her şeyi detaylıca inceleyeceğiz.
1. Sıvı Kristal Polimer (LCP) Nedir? Moleküler Bir Mimari
LCP’leri anlamak için onları geleneksel plastiklerden ayıran temel özelliğe bakmak gerekir. Sıradan plastikler (polietilen gibi) eritildiğinde molekülleri birbirine dolanmış bir spagetti yığınına benzer. LCP’ler ise erimiş haldeyken bile moleküler düzeyde hizalı ve düzenli kalırlar. Bu duruma “sıvı kristal faz” denir.
Bu düzenli yapı, malzeme soğuyup katılaştığında ona olağanüstü özellikler kazandırır:
- Kendinden Takviyeli Yapı: Moleküller o kadar iyi hizalanır ki, dışarıdan karbon fiber eklemişsiniz gibi yüksek bir mukavemet sağlar.
- Sıfıra Yakın Çekme: Soğurken boyut değiştirmezler, bu da çok hassas parçaların üretimini sağlar.
- Kimyasal Dokunulmazlık: Asitlerden yakıtlara kadar neredeyse hiçbir kimyasaldan etkilenmezler.
- Isıl Kararlılık: Çok yüksek sıcaklıklarda bile (300°C ve üzeri) yapısal bütünlüklerini korurlar.
2. 3D Baskı ve LCP: Zorluklar ve Fırsatlar
LCP’leri 3D baskı ile üretmek, malzeme biliminin “Kutsal Kasesi” gibi görülüyordu. Çünkü bu malzemeler o kadar hızlı katılaşır ve o kadar güçlü yönlü özellikler (anizotropi) gösterir ki, standart bir 3D yazıcıda basılmaları zordur. Ancak son beş yılda geliştirilen FDM (Erimiş Depozisyon Modelleme) ve DIW (Doğrudan Mürekkep Yazma) teknikleri bu engeli aştı.
Moleküler Hizalama Kontrolü
3D baskının en büyük avantajı, baskı kafasının hareket yönüyle LCP moleküllerini istediğimiz yöne dizebilmemizdir. Bu, parçanın belirli bölgelerinin çok sert, belirli bölgelerinin ise daha esnek olacak şekilde “programlanmasına” olanak tanır. Bilim insanları bu duruma “Yapay Odun” (Artificial Wood) adını veriyor; çünkü doğadaki ağaç lifleri gibi, malzemenin direnci ihtiyaca göre yönlendirilebiliyor.
3. Güncel Araştırmalar: 2024 ve Ötesi
Son dönemde yapılan araştırmalar, LCP’lerin 3D baskıda sadece yapısal parça değil, “fonksiyonel” parça olarak kullanımına odaklanıyor.
ETH Zürih ve Harvard Araştırmaları: Araştırmacılar, LCP liflerini 3D yazıcıyla basarak örümcek ipeğinden daha güçlü yapılar elde etmeyi başardılar. Bu çalışmalar, özellikle uzay araçlarında kullanılacak ultra hafif ama dayanıklı panellerin üretiminde çığır açıyor.
4D Baskı Uygulamaları: LCP’lerin bazı türleri ısıya veya ışığa tepki vererek şekil değiştirebilir. 3D baskı ile basılan bir LCP yapı, belirli bir sıcaklığa ulaştığında katlanıp açılabilen bir uydu antenine veya damar içinde kendi kendine açılan bir stente dönüşebilir. Bu, “zaman” boyutunun eklendiği 4D baskı teknolojisinin en somut örneğidir.
4. Klinik Çalışmalar ve Biyo-Medikal Devrim
LCP’lerin biyo-uyumlu (vücutla uyumlu) olması, onları tıp dünyası için paha biçilemez kılıyor. Klinik araştırmalar özellikle iki ana alanda yoğunlaşmış durumda:
Nöral Protezler ve İmplantlar
LCP, nemi geçirmeyen mükemmel bir bariyerdir. Klinik çalışmalarda, beyin implantlarının ve kalp pillerinin dış muhafazası olarak LCP kullanımı test edilmektedir. Geleneksel titanyuma göre çok daha hafif olan ve vücut sıvılarıyla tepkimeye girmeyen 3D baskı LCP muhafazalar, vücut içinde daha uzun süre (20+ yıl) kalabilmektedir.
Ortopedik Cerrahi
Kemik yapısı anizotropiktir; yani her yönde aynı direnci göstermez. 3D baskı LCP implantlar, hastanın kendi kemik yapısına uygun “lif yönelimi” ile üretilebilir. Bu, implantın kemikle olan mekanik uyumunu artırarak “stress shielding” denilen (implantın kemikten tüm yükü alıp kemiği zayıflatması) sorunu ortadan kaldırır.
5. Avantajlar ve Risk Değerlendirmesi
Her teknolojik sıçramada olduğu gibi, LCP ve 3D baskı kombinasyonu da beraberinde hem büyük fırsatlar hem de dikkat edilmesi gereken noktalar getiriyor.
Avantajlar:
- Ağırlık Tasarrufu: Metallerin yerini alabilecek kadar güçlü ancak polimerler kadar hafiftir.
- Yüksek Frekans Performansı: 5G ve 6G teknolojileri için düşük dielektrik kaybı sağlar, sinyalleri emmez.
- Hassasiyet: Karmaşık geometrilerde bile milimetrenin yüzde biri oranında doğrulukla üretim yapılabilir.
- Sterilizasyon: Otoklav gibi yüksek ısılı sterilizasyon yöntemlerine mükemmel dayanım gösterir.
Riskler ve Sınırlamalar:
- Katmanlar Arası Yapışma: LCP molekülleri kendi katmanı içinde çok güçlü bağlanırken, üst üste gelen katmanlar arasında (Z ekseni) bazen zayıflık gösterebilir. Bu durum “delaminasyon” riskini doğurur.
- Ekipman Maliyeti: LCP basabilen 3D yazıcıların çok yüksek sıcaklıklara (400°C+ baskı kafası ve 200°C+ tabla sıcaklığı) çıkabilmesi gerekir, bu da maliyeti artırır.
- İşleme Zorluğu: Malzemenin hızlı soğuması, büyük parçaların basımında eğilme (warping) riskini artırır.
6. Sektörel Uygulama Alanları
- Havacılık: Yakıt sistemleri parçaları, iç kabin bileşenleri ve motor sensör muhafazaları.
- Elektronik: Akıllı telefonların içindeki 5G antenleri ve esnek devre kartları (FPC).
- Otomotiv: Elektrikli araç batarya soğutma sistemleri ve yüksek sıcaklığa maruz kalan kaput altı parçaları.
- Denizcilik: Tuzlu suya ve korozyona dayanıklı vana ve pompa bileşenleri.
7. Gelecek Öngörüsü: Sürdürülebilirlik ve LCP
Gelecekte, LCP’lerin geri dönüştürülebilirliği üzerine daha fazla odaklanılacak. Termoplastik yapıda oldukları için, 3D baskı sırasında oluşan hatalı parçalar eritilip tekrar filament haline getirilebilir. Bu, havacılık gibi yüksek fire oranına sahip sektörlerde hem maliyetleri düşürecek hem de çevresel ayak izini azaltacaktır.
Ayrıca, yapay zeka destekli tasarım yazılımları, LCP’nin lif yönelimini optimize ederek “minimum malzeme ile maksimum dayanım” ilkesini en uç noktaya taşıyacaktır.
Sonuç
Sıvı Kristal Polimerler ve 3D baskı teknolojisinin birleşimi, malzeme biliminde yeni bir dönemi temsil ediyor. Bu teknoloji; daha hızlı internet, daha güvenli uçuşlar ve vücudumuzla daha uyumlu tıbbi cihazlar anlamına geliyor. Teknik zorluklar hala masada olsa da, son yıllardaki akademik ve endüstriyel başarılar, LCP’nin 21. yüzyılın en kritik malzemelerinden biri olacağını tescilliyor.
Mühendislikte artık sadece “ne ürettiğimiz” değil, malzemenin içindeki molekülleri “nasıl dizdiğimiz” önem kazanıyor. Ve LCP, bize bu dizilim üzerinde mutlak bir kontrol vaat ediyor.
Grafen Oksit (GO) ile Güçlendirilmiş Epoksi Rezinler
Malzeme bilimi dünyasında bazen “mucize” kelimesi çok sık kullanılır, ancak Grafen Oksit (GO) söz konusu olduğunda bu tanım gerçekten hakkını veriyor. Günümüzde havacılıktan tıbba, otomotivden denizciliğe kadar pek çok sektörde kullanılan epoksi rezinler, grafen oksit ile birleştiğinde adeta “süper güçler” kazanıyor.
Bu yazıda, karbonun bu büyüleyici formunun epoksi reçineleri nasıl dönüştürdüğünü, laboratuvarlardan gerçek dünyaya uzanan yolculuğunu ve bu teknolojinin bize neler vaat ettiğini detaylıca inceleyeceğiz.
1. Temel Bileşenler: Epoksi ve Grafen Oksit Nedir?
Konunun derinliklerine inmeden önce, sahadaki oyuncuları tanıyalım.
Epoksi Rezin: Yapıştırıcılar, kaplamalar ve kompozit malzemelerin vazgeçilmezidir. Mükemmel yapışma özelliği, kimyasal direnci ve elektrik yalıtkanlığı ile bilinir. Ancak, en büyük zayıflığı “kırılganlığıdır”. Sert bir darbe aldığında esnemek yerine çatlamaya meyillidir.
Grafen Oksit (GO): Tek atom kalınlığındaki karbon tabakası olan grafenin, oksijen içeren fonksiyonel gruplarla modifiye edilmiş halidir. Grafen kadar saf olmasa da, epoksi ile karışması (dağılması) çok daha kolaydır. GO, epoksi matrisinin içine girdiğinde bir “iskelet” görevi görerek yapıyı güçlendirir.
2. Güçlerin Birleşimi: GO Neyi Değiştirir?
Bir binanın betonuna çelik çubuklar eklediğinizi hayal edin. GO’nun epoksi içindeki rolü tam olarak budur, ancak mikroskobik ölçekte.
- Mekanik Dayanım: Çok düşük oranlarda (ağırlıkça %0.1 gibi) eklenen GO bile, epoksinin çekme dayanımını ve sertliğini %50’den fazla artırabilir.
- Kırılma Tokluğu: GO tabakaları, malzeme içinde oluşan mikro çatlakların ilerlemesini engeller. Çatlak bir GO tabakasına çarptığında durur veya yön değiştirir, bu da malzemenin tamamen kırılmasını geciktirir.
- Isıl Direnç: GO, ısıyı dağıtma yeteneği sayesinde malzemenin yüksek sıcaklıklarda formunu korumasına yardımcı olur.
- Bariyer Özelliği: GO tabakaları, su moleküllerinin veya aşındırıcı gazların malzemenin içine sızmasını zorlaştırır. Bu da korozyon direncini artırır.
3. Güncel Araştırmalar: Laboratuvarlarda Neler Oluyor?
2024-2026 dönemini kapsayan son araştırmalar, GO-Epoksi kompozitlerinin sadece “daha güçlü” olmasının ötesine geçtiğini gösteriyor.
Kendi Kendini İyileştiren (Self-Healing) Yüzeyler
Yeni nesil araştırmalar, GO tabakaları arasına hapsedilen mikro kapsüllerin, malzeme çatladığında patlayarak çatlağı onarmasını sağlıyor. GO burada hem taşıyıcı hem de yapısal destek olarak kritik bir rol oynuyor.
Akıllı Sensörler ve İletkenlik
Normalde yalıtkan olan epoksi, belirli bir oranda GO (veya indirgenmiş GO) eklendiğinde elektriği iletmeye başlar. Bu, uçak kanatlarında buzlanmayı önleyen ısıtıcı sistemlerin veya yapısal hasarı kendi kendine rapor eden “akıllı” betonların önünü açıyor.
3D Yazıcı Teknolojileri
GO-Epoksi karışımları, 3D yazıcı (SLA ve DLP) reçinelerine entegre ediliyor. Bu sayede, karmaşık geometrilere sahip ama metal kadar dayanıklı parçalar üretmek mümkün hale geliyor.
4. Klinik Çalışmalar ve Biyomedikal Uygulamalar
Grafen oksitin “klinik” boyutu genellikle biyomedikal mühendisliğiyle ilgilidir. Epoksi bazlı malzemeler diş hekimliğinde ve protez yapımında sıkça kullanılır.
- Diş Restorasyonu: Araştırmalar, diş dolgularında kullanılan epoksi bazlı rezinlere GO eklenmesinin, dolgunun çiğneme kuvvetlerine karşı direncini artırdığını ve ağız içindeki bakteri tutulumunu azalttığını göstermektedir.
- Biyo-uyumluluk: GO’nun toksisitesi üzerine yapılan klinik öncesi çalışmalar, doğru dozaj ve doğru kimyasal bağlama (fonksiyonelleştirme) ile bu malzemenin vücut içinde güvenle kullanılabileceğini kanıtlamaktadır. Kemik dokusu mühendisliğinde, GO-Epoksi iskeleler (scaffolds) hücrelerin tutunmasını ve büyümesini teşvik etmektedir.
- Antimikrobiyal Kaplamalar: Hastane ortamındaki tıbbi cihazların epoksi kaplamalarına eklenen GO, gümüş iyonlarıyla kombine edildiğinde %99.9 oranında bakteri öldürücü etki göstermektedir.
5. Avantajlar ve Risklerin Değerlendirilmesi
Her devrim niteliğindeki teknoloji gibi, GO-Epoksi kompozitlerinin de aşılması gereken engelleri vardır.
Avantajlar:
- Hafiflik: Çelikle aynı dayanımı sunarken ağırlığı beşte birine indirebilir.
- Verimlilik: Çok az miktarda katkı maddesiyle devasa sonuçlar alınır.
- Çok Fonksiyonluluk: Hem yapısal hem elektriksel hem de termal iyileşme sağlar.
Riskler ve Zorluklar:
- Topaklanma (Aglomerasyon): GO tabakaları birbirine yapışmaya meyillidir. Eğer homojen dağılmazlarsa, malzemenin içinde zayıf noktalar oluştururlar.
- Maliyet: Yüksek kaliteli grafen oksit üretimi hala pahalı bir süreçtir.
- Çevresel Etki: Nano malzemelerin doğada birikmesi ve geri dönüşüm süreçleri hala tartışma konusudur.
- Üretim Standartları: Her üretimin aynı kalitede GO sunmaması, endüstriyel ölçekte tutarlılık sorunu yaratabilir.
6. Uygulama Alanları: Nerede Kullanıyoruz?
- Havacılık ve Savunma: İnsansız hava araçlarının (İHA) gövdelerinde, radara yakalanma oranını düşüren ve darbe direncini artıran kaplamalarda.
- Spor Ekipmanları: Tenis raketleri, bisiklet kadroları ve profesyonel kayak takımlarında daha fazla esneklik ve hafiflik için.
- Enerji: Rüzgar türbini kanatlarının ömrünü uzatmak ve yıldırım çarpmalarına karşı direnci artırmak için.
- Otomotiv: Elektrikli araç batarya kutularında hem hafiflik hem de ısı yönetimi sağlamak amacıyla.
7. Gelecek Vizyonu: Bizi Ne Bekliyor?
Gelecek on yılda, “pasif” malzemelerden “aktif” malzemelere geçeceğiz. Grafen oksit ile güçlendirilmiş bir epoksi zemin, üzerine binen yükü ölçebilecek; bir köprü ayağı, içindeki çatlağı kendi kendine tamir edebilecek.
Yeşil kimya yaklaşımları sayesinde, GO üretiminde kullanılan asitlerin geri dönüştürülmesi ve biyolojik kaynaklı epoksi rezinlerin (bitkisel yağlardan elde edilen) kullanımı, bu teknolojiyi sadece güçlü değil, aynı zamanda sürdürülebilir kılacak.
Sonuç
Grafen Oksit ile güçlendirilmiş epoksi rezinler, sadece akademik bir merak konusu olmaktan çıkıp endüstriyel bir standart haline gelme yolunda ilerliyor. Hafif, dayanıklı ve akıllı malzemelere olan ihtiyaç arttıkça, karbonun bu mucizevi formu hayatımızın her noktasında karşımıza çıkmaya devam edecek. Mühendisler için bir oyun alanı, doktorlar için yeni bir umut ve endüstri için devrim niteliğindeki bu işbirliği, malzeme dünyasının sınırlarını zorlamaya devam ediyor.
Daha dayanıklı bir gelecek, tek atom kalınlığındaki bu tabakalarda saklı olabilir.